
01.10.2018
Hervorragendes Ergebnis dank enger, partnerschaftlicher Zusammenarbeit
Großmotoren der Marke MTU treiben Fahrzeuge, Baumaschinen und Generatoren für die dezentrale Energieversorgung an. Sie müssen ihre Zuverlässigkeit oft über Jahrzehnte beweisen. Entsprechend hoch sind die Präzisionsanforderungen an die verwendeten Bauteile. Bei der Bearbeitung einer Montagefläche innerhalb einer Abgaskomponente kommt zu den Genauigkeitsanforderungen eine erschwerte Zugänglichkeit hinzu. Für diese schwierige Aufgabe setzt der Geschäftsbereich Power Systems von Rolls-Royce, zu dem MTU gehört, auf einen maßgeschneiderten Fräser mit ISO-Wendeschneidplatten von MAPAL.




Prozesssicherheit und sehr hohe Planheit mit kundenspezifischem ISO-Planfräser von MAPAL
In Friedrichshafen entwickelt und produziert das Rolls-Royce Tochterunternehmen MTU Friedrichshafen Diesel- und Gasmotoren für Schiffe, schwere Land- und Schienenfahrzeuge sowie Industrieanwendungen und die dezentrale Stromversorgung. Zur Produktpalette gehören Baureihen mit acht bis 20 Zylindern und 800 bis 10.000 kW Leistung. Sie bilden den Kern der Antriebs- und Energiesysteme des Unternehmens und sind weit verbreitet im Einsatz. So ist bereits bei der Anreise nach Friedrichshafen per Bahn oder Bodenseefähre die Wahrscheinlichkeit hoch, dass ein MTU-Produkt für den nötigen Vortrieb sorgt.
Motoren für große Schiffe weisen andere Anforderungen auf als solche für Baumaschinen oder Notstromaggregate. Trotz aller anwendungsbedingter Unterschiede haben sie jedoch dieselben Anforderungen an die Antriebsaggregate. Diese müssen
Der Geschäftsbereich Power Systems ist ein bevorzugter Partner seiner Kunden, eben weil er diese Anforderungen zuverlässig erfüllt. MTU Friedrichshafen definiert nicht nur die Ziele der Entwicklungsingenieure, sondern auch die Präzisionsanforderungen in der Fertigung. Und zwar von der spanabhebenden Fertigung der Gussteile bis hin zur Auslieferung der Motoren und Komplettsysteme.
Motoren für große Schiffe weisen andere Anforderungen auf als solche für Baumaschinen oder Notstromaggregate. Trotz aller anwendungsbedingter Unterschiede haben sie jedoch dieselben Anforderungen an die Antriebsaggregate. Diese müssen
- leistungsstark
- energieeffizient
- umweltfreundlich
- zuverlässig und
- langlebig sein.
Der Geschäftsbereich Power Systems ist ein bevorzugter Partner seiner Kunden, eben weil er diese Anforderungen zuverlässig erfüllt. MTU Friedrichshafen definiert nicht nur die Ziele der Entwicklungsingenieure, sondern auch die Präzisionsanforderungen in der Fertigung. Und zwar von der spanabhebenden Fertigung der Gussteile bis hin zur Auslieferung der Motoren und Komplettsysteme.
Qualitätsfaktor Planheit
Welchen Einfluss hat die hohe Präzision der mechanischen Bearbeitung auf die Langlebigkeit und Wartungsarmut der MTU-Großmotoren? Diese Frage beantwortet ein Beispiel aus dem Abgassystem. Abgasführungselemente aus Gusseisen mit Lamellengraphit GJL-250 dienen dem Abtransport der Abgase je eines Zylinderpaars. Je nach Motorgröße sind diese Elemente modular angereiht. In ihrem Inneren nehmen Formteile aus hitzebeständigen Blechen die Abgase aus dem Motor auf und leiten sie weiter zu den Turboladern.
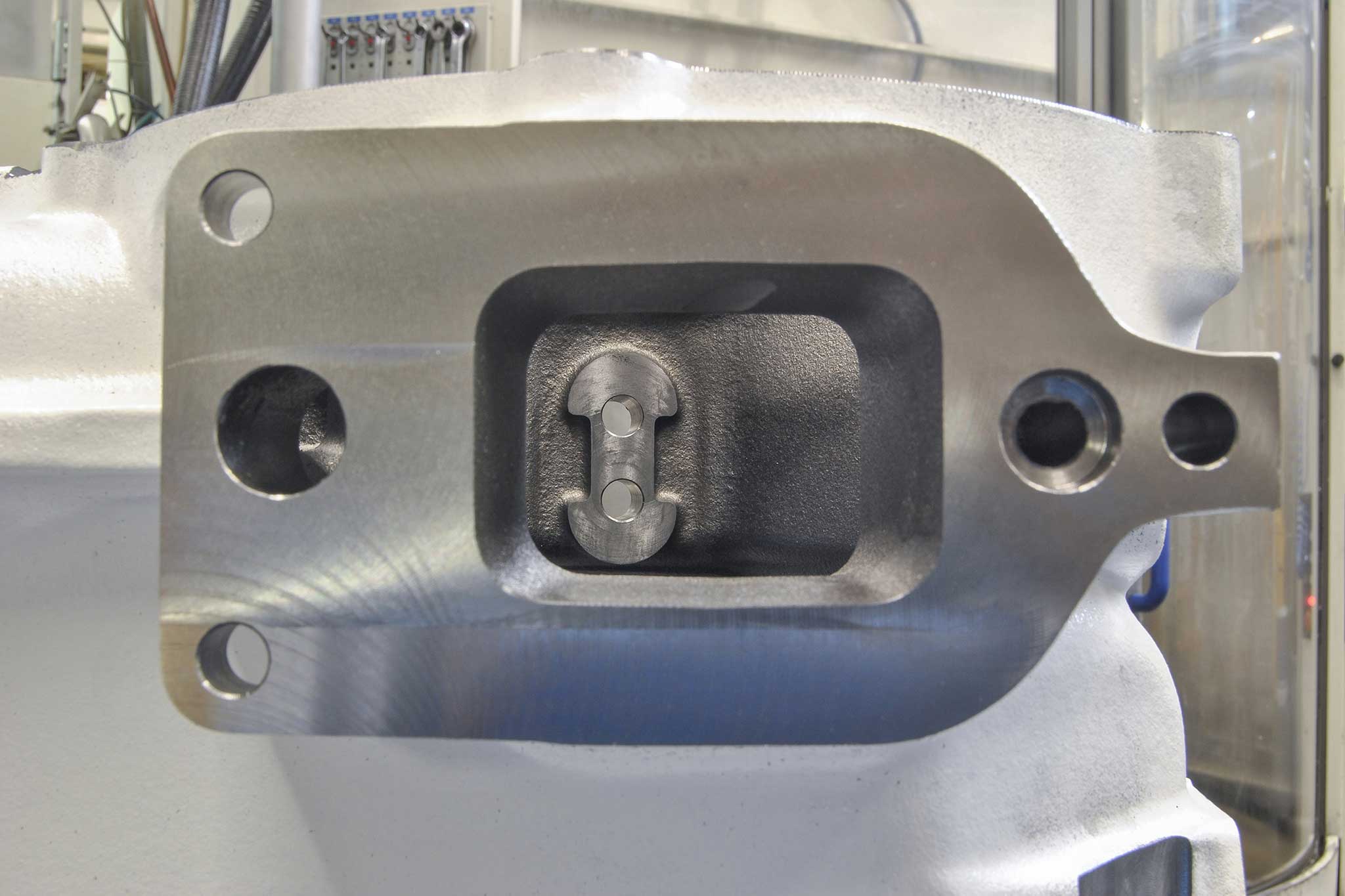
Jeweils zwei Schrauben an der Innenseite der Gusselemente halten die Blechteile. Dabei muss die Montagefläche zwingend eine hervorragende Planheit aufweisen, denn Unebenheiten bieten den Blechteilen einen unerwünschten Bewegungsspielraum. Die in Hubkolbenmotoren ständig auftretenden Erschütterungen könnten in Verbindung mit Bewegungen der Einzelteile mit der Zeit zu Problemen führen. Im Extremfall sogar zum Abscheren einer Befestigungsschraube.
Jeweils zwei Schrauben an der Innenseite der Gusselemente halten die Blechteile. Dabei muss die Montagefläche zwingend eine hervorragende Planheit aufweisen, denn Unebenheiten bieten den Blechteilen einen unerwünschten Bewegungsspielraum. Die in Hubkolbenmotoren ständig auftretenden Erschütterungen könnten in Verbindung mit Bewegungen der Einzelteile mit der Zeit zu Problemen führen. Im Extremfall sogar zum Abscheren einer Befestigungsschraube.
Fläche mit eingeschränkter Zugänglichkeit
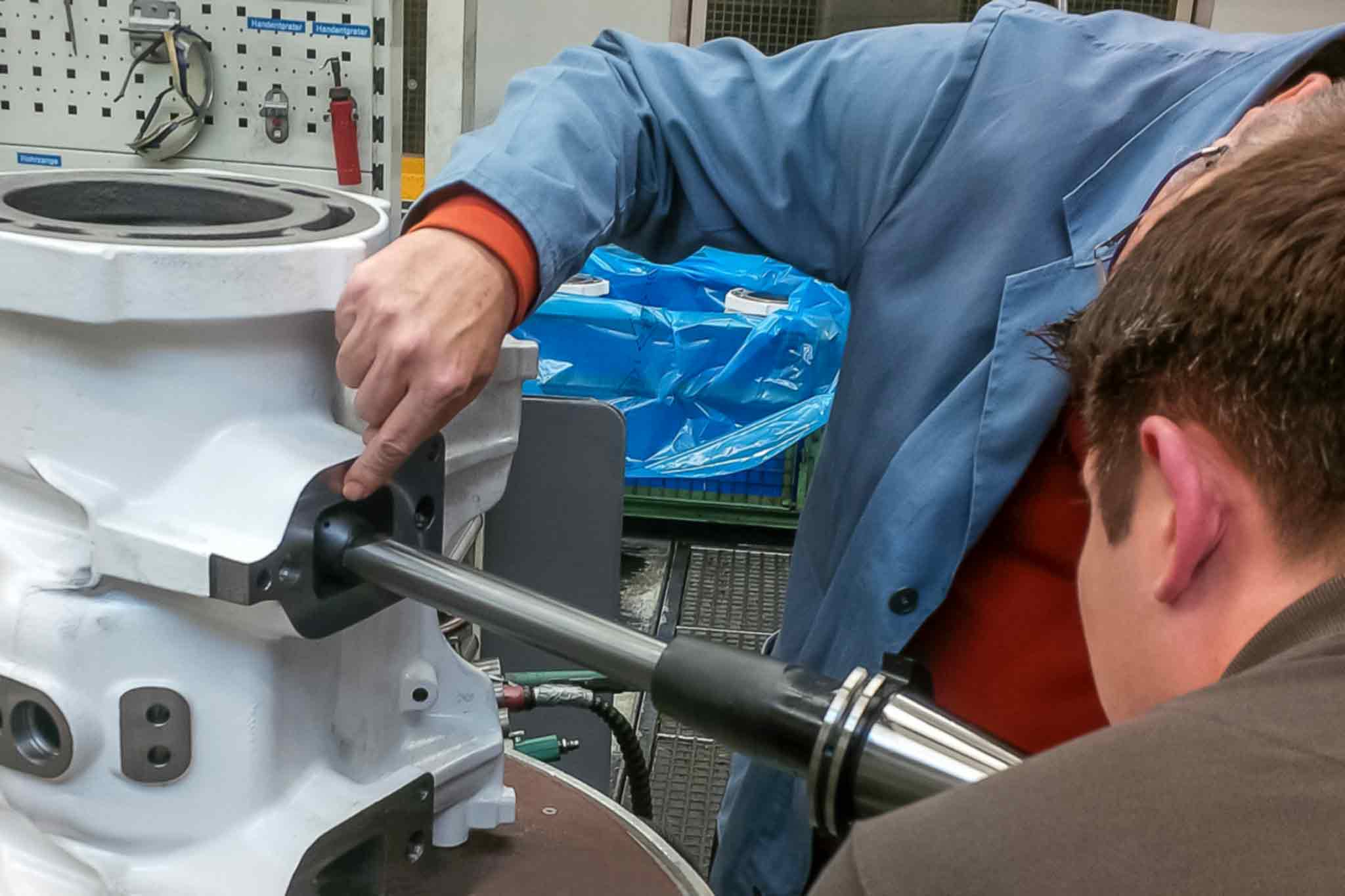
„Während wir die beiden Schraublöcher von außen setzen können, lässt sich die Montagefläche mit den beiden Bohrungen nur durch die gegenüberliegende rechteckige Einströmöffnung bearbeiten“, schildert Stefan Wohnhas. Der zuständige Fertigungsingenieur für Werkzeugtechnik bei MTU Friedrichshafen konkretisiert die wesentliche Herausforderung dieser Bearbeitung wie folgt: „Die Einströmöffnung ist um mehr als 10 mm schmaler als die zu bearbeitende Fläche und beinahe 300 mm entfernt.“
Für die Vorbearbeitung verwenden die Friedrichshafener seit einiger Zeit einen Senker mit einstellbaren Wendeschneidplatten und einem Arbeitsdurchmesser von 51 mm. Bedingt durch die kleine und weit entfernt liegende Einfahröffnung ist der Schaft des über 400 mm langen Sonderwerkzeugs gekröpft. Auf einer Länge von 325 mm ist der Durchmesser auf 24 mm reduziert.
Die Bearbeitung einer einzelnen Senkung wäre mit diesem Werkzeug auch in Finishqualität gelungen. Zunächst zentriert sich der Senker in der ersten Schraublochbohrung und bearbeitet die erste Hälfte der Montagefläche. Wenn das Werkzeug sich dann aber in der zweiten Schraublochbohrung zentriert, um die zweite Hälfte der Montagefläche zu bearbeiten, überfahren die Schneidplatten dabei eine bereits bearbeitete Stelle. Das führt zu ungleichmäßigem Schnittdruck. „Wir konnten die geforderten 70 µm Ebenheit nicht einhalten“, berichtet Hans Schreiner, der auf 40 Jahre Erfahrung bei MTU Friedrichshafen zurückgreifen kann und die Werkzeugplanung und -beschaffung für kubische Großbauteile verantwortet.
Für die Vorbearbeitung verwenden die Friedrichshafener seit einiger Zeit einen Senker mit einstellbaren Wendeschneidplatten und einem Arbeitsdurchmesser von 51 mm. Bedingt durch die kleine und weit entfernt liegende Einfahröffnung ist der Schaft des über 400 mm langen Sonderwerkzeugs gekröpft. Auf einer Länge von 325 mm ist der Durchmesser auf 24 mm reduziert.
Die Bearbeitung einer einzelnen Senkung wäre mit diesem Werkzeug auch in Finishqualität gelungen. Zunächst zentriert sich der Senker in der ersten Schraublochbohrung und bearbeitet die erste Hälfte der Montagefläche. Wenn das Werkzeug sich dann aber in der zweiten Schraublochbohrung zentriert, um die zweite Hälfte der Montagefläche zu bearbeiten, überfahren die Schneidplatten dabei eine bereits bearbeitete Stelle. Das führt zu ungleichmäßigem Schnittdruck. „Wir konnten die geforderten 70 µm Ebenheit nicht einhalten“, berichtet Hans Schreiner, der auf 40 Jahre Erfahrung bei MTU Friedrichshafen zurückgreifen kann und die Werkzeugplanung und -beschaffung für kubische Großbauteile verantwortet.
Mit MAPAL zum Verfahrenswechel: Planfräser bietet Vorteile
So beschließen die Verantwortlichen bei MTU, auf das Bearbeitungsverfahren Planfräsen umzusteigen. „Da wir eine 70x35 mm große Fläche durch eine nur 54 mm breite, rechteckige Öffnung bearbeiten, war klar, dass wir ein Sonderwerkzeug benötigen“, sagt Hans Schreiner. „Mit unserer Problemstellung traten wir an MAPAL heran. Denn MAPAL hat den Ruf, auch schwierige Herausforderungen zu meisten. Andere Anbieter haben schon von vorne herein abgewinkt.“
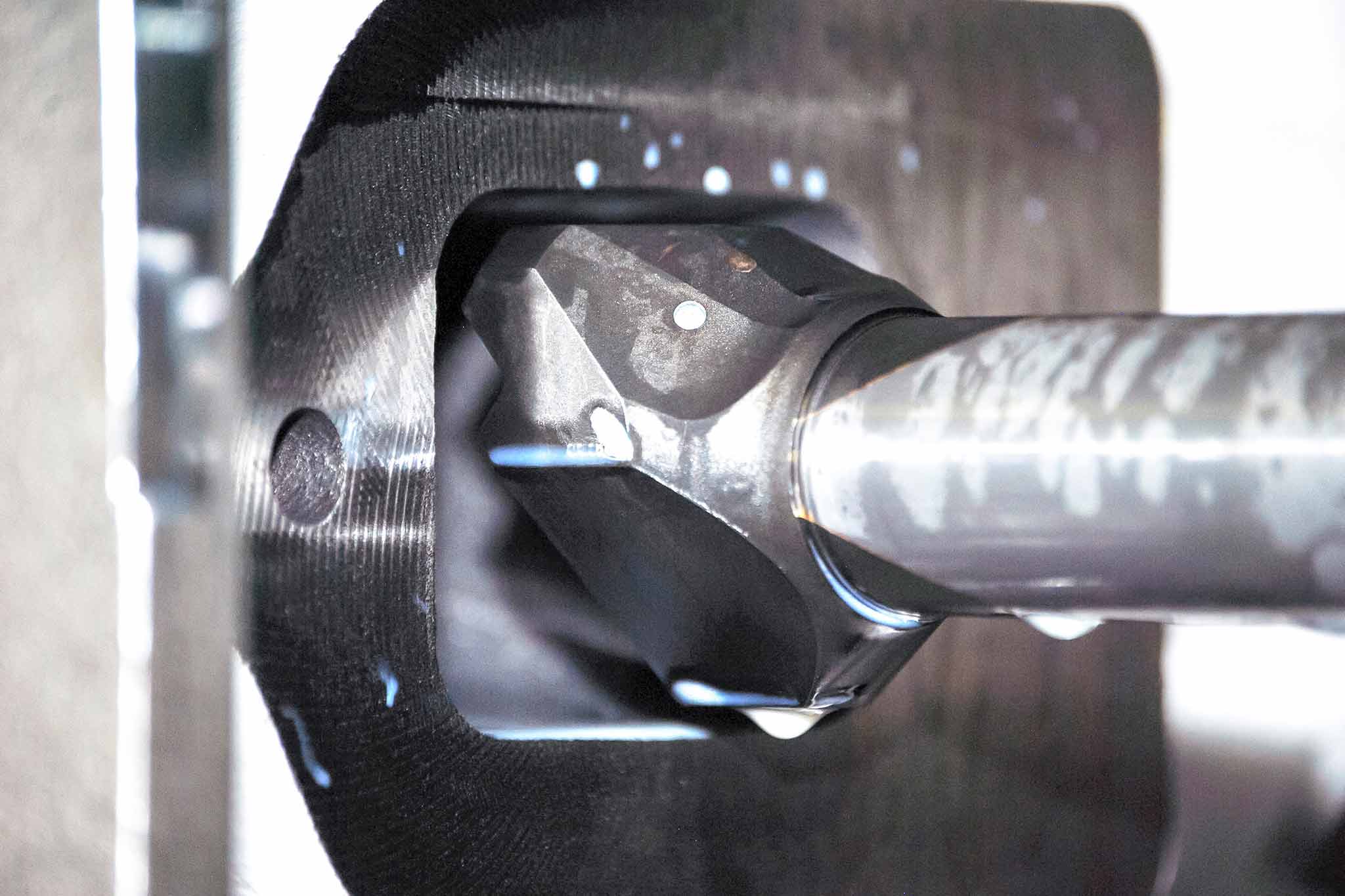
Für MTU Friedrichshafen entwickelt MAPAL einen 400 mm langen Fräser zur Finishbearbeitung. Der Vollhartmetallschaft hat an der schwächsten Stelle 32 mm Durchmesser und ist damit deutlich stabiler als der 24 mm Schaft des Senkers. Ein Planmesserkopf mit vier tangential angeordneten, einstellbaren ISO-Wendeschneidplatten ist auf den Schaft aufgelötet. Das größte Außenmaß des Werkzeugs beträgt 63,5 mm. Nur bei einer definierten Spindelposition passt er durch die 54 mm breite Öffnung. Die zweischneidigen Wendeschneidplatten sind im 45° Winkel angestellt. Asymmetrisch angeordnet haben sie vier verschiedene Flugkreise: 19,5 – 27,5 – 44,5 und 54,5 mm. Trotz eines Verfahrweges von lediglich 10 mm bearbeitet das Werkzeug so die gesamte Fläche mit einer Länge von 70 mm.
„Die Anordnung der Schneiden stellte sowohl die Werkzeugentwickler bei MAPAL als auch unsere NC-Programmierer vor besondere Herausforderungen“, sagt Stefan Wohnhas. Die Aalener Präzisionswerkzeugspezialisten nutzen ihre gesamte Erfahrung, um trotz der komplexen Asymmetrie des Bearbeitungskopfes einen optimalen axialen Planlauf zu gewährleisten. Und das ist gelungen: Eine axiale Verstellmöglichkeit ermöglicht die µm-genaue Einstellung des Planlaufs.
Für MTU Friedrichshafen entwickelt MAPAL einen 400 mm langen Fräser zur Finishbearbeitung. Der Vollhartmetallschaft hat an der schwächsten Stelle 32 mm Durchmesser und ist damit deutlich stabiler als der 24 mm Schaft des Senkers. Ein Planmesserkopf mit vier tangential angeordneten, einstellbaren ISO-Wendeschneidplatten ist auf den Schaft aufgelötet. Das größte Außenmaß des Werkzeugs beträgt 63,5 mm. Nur bei einer definierten Spindelposition passt er durch die 54 mm breite Öffnung. Die zweischneidigen Wendeschneidplatten sind im 45° Winkel angestellt. Asymmetrisch angeordnet haben sie vier verschiedene Flugkreise: 19,5 – 27,5 – 44,5 und 54,5 mm. Trotz eines Verfahrweges von lediglich 10 mm bearbeitet das Werkzeug so die gesamte Fläche mit einer Länge von 70 mm.
„Die Anordnung der Schneiden stellte sowohl die Werkzeugentwickler bei MAPAL als auch unsere NC-Programmierer vor besondere Herausforderungen“, sagt Stefan Wohnhas. Die Aalener Präzisionswerkzeugspezialisten nutzen ihre gesamte Erfahrung, um trotz der komplexen Asymmetrie des Bearbeitungskopfes einen optimalen axialen Planlauf zu gewährleisten. Und das ist gelungen: Eine axiale Verstellmöglichkeit ermöglicht die µm-genaue Einstellung des Planlaufs.
Gemeinsam zum Sonderwerkzeug
Eine intensive Zusammenarbeit bestimmt die Entwicklungsphase. Nach jedem Entwicklungsschritt übermittelt MAPAL den MTU-Experten ein 3D-Modell des Werkzeugs. „Dieser digitale Zwilling machte es uns möglich, den gesamten Bearbeitungszyklus in unserer NC-Simulationssoftware durchzuspielen“, sagt Waldemar Schmidt, CAM-Programmierung und Werkzeugplanung bei MTU Friedrichshafen. „So konnten wir Kollisionen erkennen und das Verhalten des Fräsers vollständig testen. Und das ohne teure Prototypen anfertigen zu lassen und ohne Ausschuss zu produzieren.“
Umgekehrt leisten die MTU-Techniker über Anpassungen am Werkstück einen wesentlichen Beitrag zum Gelingen des Projekts. Um die befürchtete Labilität durch einen zu dünnen Schaft zu verhindern, veranlassen sie eine minimale konstruktive Änderung an der Einfahröffnung.
Umgekehrt leisten die MTU-Techniker über Anpassungen am Werkstück einen wesentlichen Beitrag zum Gelingen des Projekts. Um die befürchtete Labilität durch einen zu dünnen Schaft zu verhindern, veranlassen sie eine minimale konstruktive Änderung an der Einfahröffnung.
Anforderungen deutlich übertroffen
„Wir waren nicht immer sicher, ob die Konstruktion eines passenden Fräswerkzeugs überhaupt gelingt“, sagt Waldemar Schmidt. „MAPAL hat uns vom Gegenteil überzeugt. Mit dem Werkzeug übertreffen wir die Präzisionsanforderungen deutlich“, ergänzt Hans Schreiner. So erreicht MTU prozesssicher eine Planheit von sieben statt der geforderten 70 µm. Das Fräswerkzeug trägt minimal invasiv 0,2 mm Material mit einer Schnittgeschwindigkeit von durchschnittlich 120 m/min und einem Vorschub von 0,12 mm ab.
„Umfangreiche Messungen an einem eigens aufgebauten Versuchsmotor bestätigen den Effekt, den wir in der Feinbearbeitung mit dem MAPAL Sonderfräser erreichen“, berichtet Stefan Wohnhas. „Wir erhielten ein Werkzeug, mit dem wir durch minimal invasives Planfräsen mit langer Auskragung die Wartungsarmut und Langlebigkeit unserer Großmotoren nachhaltig weiter verbessern konnten.“
„Umfangreiche Messungen an einem eigens aufgebauten Versuchsmotor bestätigen den Effekt, den wir in der Feinbearbeitung mit dem MAPAL Sonderfräser erreichen“, berichtet Stefan Wohnhas. „Wir erhielten ein Werkzeug, mit dem wir durch minimal invasives Planfräsen mit langer Auskragung die Wartungsarmut und Langlebigkeit unserer Großmotoren nachhaltig weiter verbessern konnten.“
Über die Rolls-Royce Power Systems
Rolls-Royce Power Systems, ein Geschäftsbereich des britischen Technologiekonzerns Rolls-Royce plc., ist einer der weltweit führenden Anbieter von Motoren, Antriebssystemen und dezentralen Energieanlagen. Die Marken MTU und MTU Onsite Energy stehen für schnelllaufende Motoren und Antriebssysteme für Schiffe, schwere Land- und Schienenfahrzeuge, militärische Fahrzeuge, für die Öl- und Gasindustrie mit bis zu 10.000 kW Leistung sowie für Stromaggregate für Not-, Dauer- und Spitzenstromversorgung und komplette Blockheizkraftwerke.



