
Lenkorbitrol
Lenkorbitrol Gehäuse GG25
Ausgangsituation beim Kunden
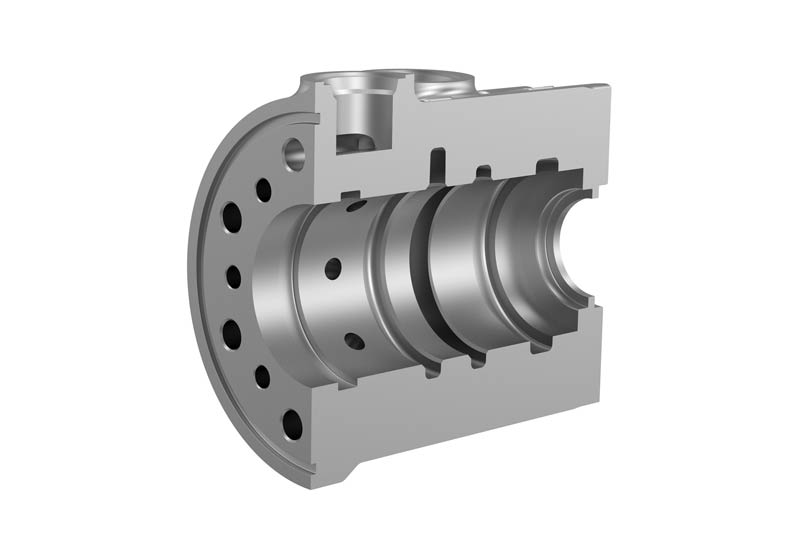
- Kleine, - mittlere Stückzahlen
- Hohe Werkzeugkosten
- Hohe Kosten für nachfolgendes Dornhonen
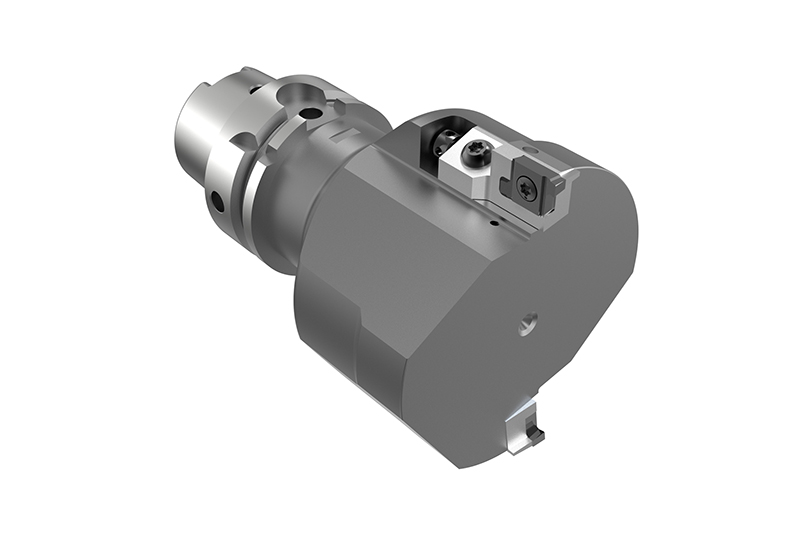
Besonderheiten der Lösung
- Mehrstufige Kombinationswerkzeuge → Werkzeugwechsel und damit verbundene Prozesskosten sowie Bearbeitungszeit reduziert
- Schnelle Erneuerung der Schneidkanten durch einfachen Austausch der Wendeplatten
- Verschiedene Werkstoffe können mit nur einem Werkzeuggrundkörper bearbeitet werden → Wendeplattenlösungen ermöglichen maximale Flexibilität bei kleinen Loßgrößen
Schieberbohrung


Connection bore

O-ring recess
![ANNUAL TOOL COSTS SPOOL BORE [€]*](/medias/sys_master/root/hc4/h36/9175133356062/Grafiken__EN4/Grafiken-EN4.jpg)
Advantages
- Expensive honing processes in the spool bore reduced thanks to ideal premachining
- Tool costs significantly reduced for large part dimensions
- Tool solutions for high part variability can also be easily implemented for other steering unit components
![MANUFACTURING COSTS PER SPOOL BORE [€]*](/medias/sys_master/root/h83/h3a/9175133487134/Grafiken__EN5/Grafiken-EN5.jpg)