
04.12.2023
Aluminiumzerspanung in neuen Dimensionen
Hochvolumenfräser von MAPAL bei bavius
Auf seinem neuen High-End-Modell HBZ AeroCell 160 konnte der Werkzeugmaschinenhersteller bavius mit einer neuen Generation von Aluminium-Hochvolumenfräsern des Werkzeugherstellers MAPAL beeindruckende Zeitspanvolumen von über 20 Litern pro Minute erreichen. Das Ergebnis dieser erfolgreichen Zusammenarbeit kommt für die Flugzeugindustrie zur rechten Zeit: Sie startet nach der Corona-Delle wieder voll durch.



Trend towards horizontal machining
The aerospace industry is undergoing a transformation in terms of machine concepts. After decades of preferring to work on gantry machines or vertical machining centres, horizontal machines are now preferred for new investments, where the components are clamped upright and the spindle is moved horizontally. The main advantage of the horizontal design is the easier removal of the large quantity of chips, which practically fall into the chip conveyor by themselves.
At bavius, it’s clear that the aerospace industry has recovered from Covid. Passenger numbers have already returned to pre-pandemic levels and are continuing to rise. As a result, new planes are needed again, which keeps machine manufacturers busy. Demand in Germany, France, Spain and other countries reveals that there is a lot of investment in Europe again. Dynamic machines with high spindle power are particularly sought after.

To the limits and beyond

Because milling cutters from the OptiMill-SPM series had previously been used at bavius and performed very well, MAPAL was asked again. It was perfect timing: the tool manufacturer had just finished developing a new solid carbide roughing cutter, the OptiMill-Alu-Wave, and also offered the new aluminium high-volume milling cutter NeoMill-Alu-QBig with indexable inserts for larger diameters.
The milling tests are kept simple in design but put the tools through their paces. bavius mills a series of flutes in a large aluminium plate for this. Stefan Diem takes a very pragmatic approach: “if the tool can do the flute, we can also use it to mill pockets and do any other machining.” This means that the determined cutting data can be directly applied to customer parts.
The tool could do even more
Für die Versuche mit dem OptiMill-Alu-Wave wählte bavius den mit 25 mm größten Durchmesser dieses dreischneidigen Fräsers. Bei einer Spindeldrehzahl von 25.465 min-1 und einer Schnittgeschwindigkeit von 2.000 m/min wurde sukzessive die Spindelleistung erhöht. Das beste Zeitspanvolumen mit rekordverdächtigen 20 dm3/min lieferte Nut Nummer 6. Dieser Testdurchgang wurde mit einer Spindelleistung von 175 kW gefahren, wobei ein Drehmoment von 66 Nm auftrat, zugestellt wurden 30 mm. Bei Versuchen mit höheren Leistungen stoppte die Maschine. „Das Werkzeug kann man voll ausfahren, der limitierende Faktor ist die Spindel“, kommentiert Diem das Ergebnis. „Mit dem 25 mm OptiMill-Alu-Wave haben wir eine neue Dimension in der Aluminiumzerspanung erreicht. Der Fräser ist definitiv besser als alles, was wir bisher eingesetzt hatten.“
Als Auszugsicherung setzte bavius das Safe-LockTM-System ein. „In diesem Drehzahlbereich ist eine symmetrische Auszugssicherung sehr wichtig, um keine Unwucht zu erzeugen“, erläutert Tim Rohmer, Product Manager Vollhartmetall-Fräswerkzeuge bei MAPAL. Eine Weldon-Fläche, wie sie bei solchen Werkzeugen oft als Auszugssicherung angebracht werde, sei hier die falsche Lösung. Um die Laufruhe der Maschine zu gewährleisten, führe auch bei symmetrischen Werkzeugen an sorgfältigem Wuchten kein Weg vorbei.
Bei den Tests in Baienfurt war man zudem mit der erreichten Oberflächenqualität sehr zufrieden. Die Kordelgeometrie des OptiMill-Alu-Wave sorgt für optimale Spanbildung. Das polierte Nutprofil gewährleistet reibungslosen Abtransport der Späne, den die Zentralkühlung des Werkzeugs im Zusammenspiel mit der externen Kühlung in der Maschine unterstützt.
In weiteren Versuchen wurden Taschen in die Aluminiumplatte gefräst, wobei noch ein Zeitspanvolumen von 16 Litern bei sehr guten Oberflächen erreicht wurde. Für Anwendungstechniker Thomas Jungbeck und Component Manager Alexander Follenweider, die die Versuche für MAPAL begleitet haben, ist das ein Beleg für die sehr gute Dynamik des bavius Bearbeitungszentrums: „Oft bleiben andere Maschinen in den Ecken stehen und bewirken hohe Vibrationen. Das tritt bei der AeroCell überhaupt nicht auf, die fast ungebremst um die Ecken fährt.“
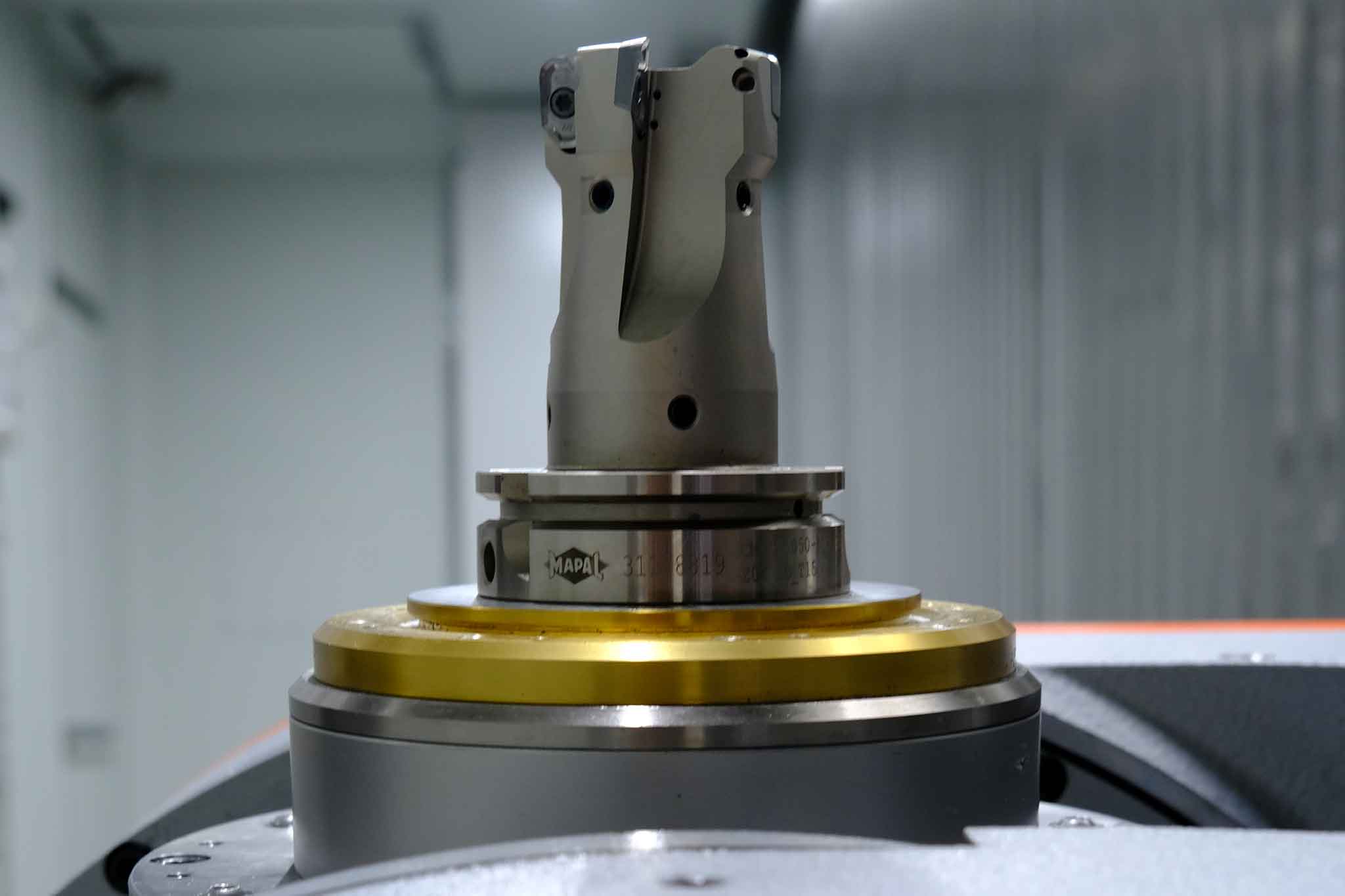
Überaus positiv fielen auch die Versuche mit dem neuen Wendeplattenwerkzeug NeoMill-Alu-QBig von MAPAL bei bavius aus, wofür der Durchmesser 50 mm gewählt wurde. Der Aluminium-Hochvolumenfräser schaffte ein Zeitspanvolumen von 18,4 dm3/min. Auf der Maschine überzeugte der Fräser mit seiner hohen Stabilität und Laufruhe und geringen Schnittkräften. Für den Einsatz bei Drehzahlen bis zu 35.000 min-1 hat MAPAL den Grundkörper mit vier Gewindebohrungen zum Feinwuchten versehen. Die hochgenau umfanggeschliffenen Wendeschneidplatten erreichen Oberflächengüten von Ra 0,8 µm und Rz 4 µm bei der Vor- und Fertigbearbeitung. Sie sind mit polierter Spanleitstufe versehen, um den Reibwiderstand und die Hitzeentwicklung zu reduzieren. Auch wurde Gewicht eingespart, um Fliehkräfte zu reduzieren. „Bei größeren Durchmessern sind Fräser mit Wendeschneidplatten die wirtschaftlichere Lösung“, grenzt Heiko Rup, Produktmanager für Werkzeuge mit Wendeschneidplatten, sie gegenüber Vollhartmetallfräsern ab.
Beim Durchmesser 25 mm gehen die beiden Systeme ineinander über. „Manche unserer Kunden greifen nach Möglichkeit immer zu den kostengünstigeren Wendeschneidplatten, andere ersparen sich lieber einen zusätzlichen Arbeitsgang und machen mit dem Vollhartmetallfräser weiter“, berichtet Stefan Diem. Mit verschiedenen möglichen Radien seiner Werkzeuge gibt MAPAL den Anwendern Flexibilität.
Mit dem Horizontalbearbeitungszentrum AeroCell 160 und den Aluminium-Hochvolumenwerkzeugen bieten bavius und MAPAL Anwendern eine Kombination, die die Bearbeitung von Strukturbauteilen auf ein neues Niveau hebt.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


