01.02.2024
Schrittweise zu mehr Transparenz
c-Com bei thyssenkrupp Presta Schönebeck GmbH
Als Automobilzulieferer ist thyssenkrupp einer der weltweit größten Anbieter von Lenksystemen. Am Standort Schönebeck bei Magdeburg werden jährlich 1,5 Millionen Lenkungskomponenten gefertigt. Um dabei den Überblick über die Werkzeuge zu behalten, nutzt der Hersteller das Lifecycle Management von c-Com.
Der Stammsitz des Unternehmens befindet sich in Eschen/Liechtenstein, wo die Firma 1941 als Press- und Stanzwerk gegründet wurde und zunächst Kleinteile herstellte. Anfang der 1960er-Jahre erfolgte der Einstieg in das Automobilzuliefergeschäft. Im Lauf der Jahre entwickelte sich der Zulieferer zum Produzenten von Lenksäulen, Lenkgetrieben und kompletten elektromechanischen Lenksystemen. Seit 1991 gehört die Presta AG zur thyssenkrupp-Unternehmensgruppe.
Trends in der sich rapide wandelnden Automobilindustrie wie die Elektromobilität und das automatisierte und im nächsten Level autonome Fahren begleitet thyssenkrupp mit seiner Technologiekompetenz. Ein in den vergangenen Jahren weltweit ausgebautes hochmodernes Produktionsnetzwerk versorgt Fahrzeugplattformen fast aller namhafter internationaler OEMs. Dabei ist das Produktprogramm der Lenkungssparte unabhängig von der Antriebsart der Fahrzeuge. Seinen Umsatz konnte die Sparte durch die Erweiterung des Produktprogramms und neue Kundenprojekte in den zurückliegenden zehn Jahren mehr als verdoppeln.

Das Werk von thyssenkrupp Presta in Schönebeck ist Komponentenhersteller für das globale Netzwerk des Unternehmens. Gefertigt werden hier Komponenten für verschiedene Lenkungen wie Kugelgewindetriebe und Eingangswellen bis hin zu neuen Lenkungsversionen für Elektrofahrzeuge. Für alle Lenkungsversionen gibt es eine Vielzahl an Varianten, mit der auch die Varianz der Teile steigt. Von Schönebeck aus werden Einzelteile wie Ritzel und Eingangswellen sowie vormontierte Komponenten zur Endmontage an andere Standorte vornehmlich in China, Europa, den USA und Mexiko geschickt, wo die Lenkungen fertig montiert und an die Automobilhersteller versendet werden.
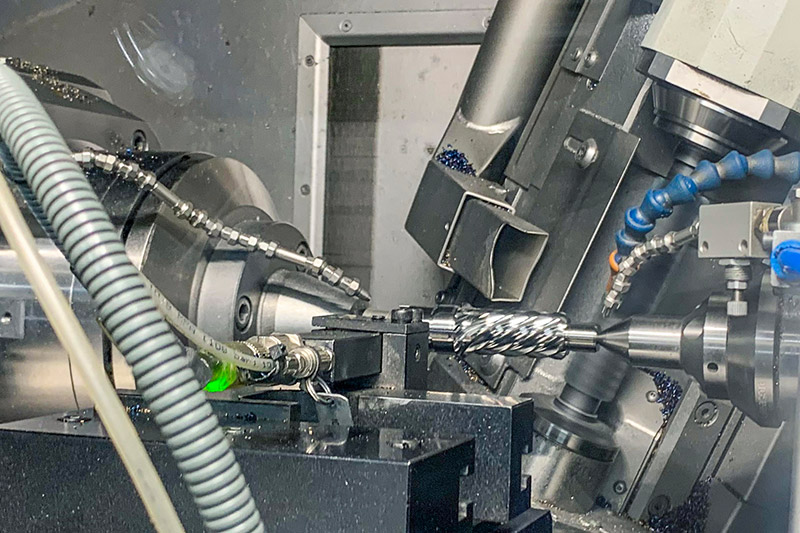
Den über 800 Mitarbeitern in Schönebeck steht ein umfangreicher Maschinenpark zur Verfügung. Für die Produktion von Zahnstangen sind Schmiedeanlagen vorhanden. Zur mechanischen Bearbeitung werden Schleifmaschinen, Drehmaschinen und Fräszentren eingesetzt. Der Montagebereich für die Zusammensetzung der Kugelgewindetriebe und Eingangswellen zeichnet sich durch einen besonders hohen Automatisierungsgrad aus.
4.500 verschiedene Werkzeuge
„Um unsere Komponenten zu fertigen, brauchen wir fast das gesamte Werkzeugportfolio, das der Markt hergibt“, berichtet Heiko S., Leiter Werkzeugmanagement bei thyssenkrupp Presta Schönebeck GmbH. Rund 4.500 verschiedene Werkzeuge kommen insgesamt zum Einsatz, etwa die Hälfte davon sind Schneidwerkzeuge. Schon heute ist es eine Herausforderung, den Überblick über die in der Produktion eingesetzten Werkzeuge zu behalten. Mit der geplanten Steigerung der Produktionszahlen, nicht zuletzt für einen neuen Großkunden im Bereich der Elektromobilität, ist die Anschaffung von 48 neuen Maschinen geplant. So kommen noch weitere Werkzeuge in die Fertigung.
Weil der Verwaltungsaufwand für das manuelle Tracking der Werkzeuge extrem hoch und fehleranfällig war, suchte das Unternehmen für das hauseigene Toolmanagement nach spezialisierter Unterstützung beim Datenmanagement. Der Vergleich verschiedener Systeme hatte ergeben, dass die wenigsten Anbieter das große Portfolio von thyssenkrupp Presta Schönebeck an verschiedenen Werkzeugen abdecken können. Vor fast zwei Jahren wurde das Lifecycle Management von c-Com als Pilotprojekt eingeführt, um in einem ersten Schritt die in der Fertigung eingesetzten Wälzfräser nachzuverfolgen und eine Reichweitenbetrachtung vorzunehmen. „Das Lifecycle Management bietet eine zentrale Plattform zur Orchestrierung der Werkzeugprozesse über Unternehmensgrenzen hinweg“, erläutert Markus Deininger, Project Manager bei c-Com. „Mit Hilfe des digitalen Zwillings werden alle relevanten Werkzeug- und Prozessdaten für alle autorisierten Prozessbeteiligten zugänglich gemacht und kontinuierlich aktualisiert. Hierdurch gewährleisten wir eine umfangreiche und lückenlose Fortschreibung der Werkzeugdaten, und der Kunde erhält jederzeit einen detaillierten und aktuellen Überblick über seine Bestände.“ Ein wichtiger Aspekt bei der Entscheidungsfindung bei thyssenkrupp Presta Schönebeck war darüber hinaus die Möglichkeit, die c-Com Plattform um weitere Produkte, wie das Digital Tool Management, zu erweitern.

Reichen die Werkzeuge noch aus?
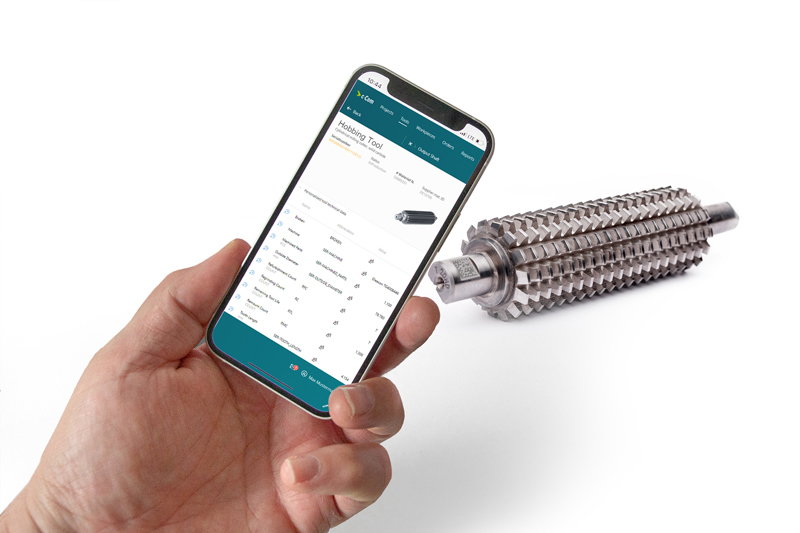
Mit c-Com konnten signifikante Optimierungen erzielt werden. Die Wälzfräser sind so genannte serialisierte Werkzeuge. Markus Deininger erläutert, was es damit auf sich hat: „Ein serialisiertes Werkzeug ist mit seiner nur einmal vergebenen Materialnummer eindeutig zuordenbar. Durch diese Serialisierung können wir dem digitalen Zwilling des Werkzeugs alle technischen Daten auf unserer Plattform mit anhängen. Man kennt so den Zustand des Werkzeuges und weiß, wo es sich genau befindet. Das ist sinnvoll bei Schlüsselwerkzeugen, die sehr wichtig für die Prozesskette sind.“
Über das Lifecycle Management kann Heiko S. nun jedes einzelne Werkzeug verfolgen und sieht, wie weit die Fertiger damit noch kommen, wann Nachschliffe geplant sind und wann Fräser nachbestellt werden müssen. Die Tool Assistant App macht es den Mitarbeitern einfach, ein Werkzeug bestimmten Bearbeitungen zuzuordnen. Wenn das Werkzeug in der Produktion aufgebraucht ist, bucht der Mitarbeiter es wieder aus. Dabei muss er den Zustand abbilden und auswählen, warum er das Werkzeug ausbucht, also ob es etwa verschlissen oder kaputt ist. Dafür sind in der App nur sehr wenige Eingaben erforderlich. Das Werkzeug wird dann automatisch für den Versand zum Nachschleifen vorbereitet.

Der Dienstleister im Bereich Nachschleifen verfügt ebenfalls über einen c-Com Zugang und hat Zugriff auf die entsprechenden Daten. Damit weiß er vorab, welche Werkzeuge kommen und wie viele Bauteile damit gefertigt wurden. Bei der Rücklieferung macht er auch Angaben darüber, wie viel Zahnlänge er beispielsweise abgeschliffen hat und wie oft das Werkzeug dementsprechend noch verwendet werden kann. In dem System ist vieles automatisiert, um den Kunden eine bestmögliche Datenqualität zur Verfügung zu stellen.
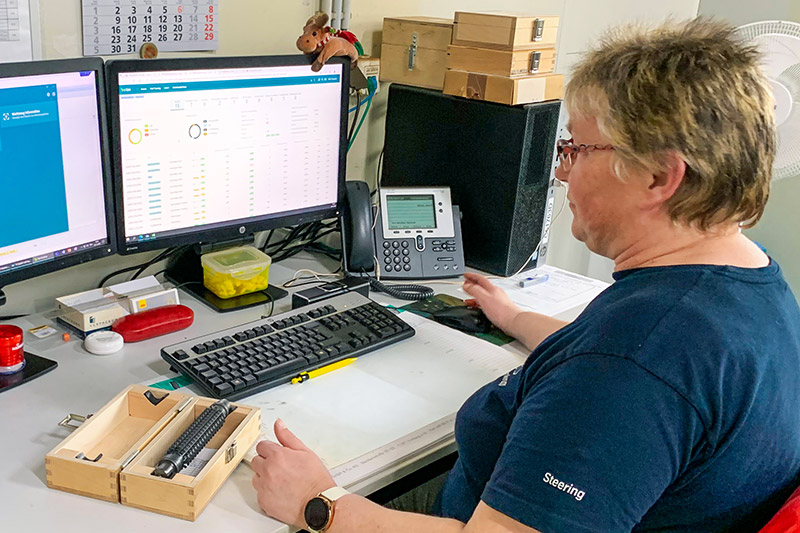
Jana S. ist Mitarbeiterin im großen Werkzeuglager und arbeitet täglich mit c-Com, um die Warenbewegungen intern und auch zu externen Lieferanten zu buchen. Sie legt Werkzeuge im System an und besorgt alle Daten dazu. Den Versand zum Nachschleifen, für den früher eine Liste mit 20 bis 30 Positionen händisch erstellt werden musste, erledigt sie jetzt mit wenigen Mausklicks. Früher musste sie schon mal im Betrieb nach Werkzeugen suchen und schätzt daher die Möglichkeit der Nachverfolgung sehr: „Es ist schon eine große Erleichterung, dass wir jetzt wissen, wo der einzelne Fräser sich befindet.“
Werkzeugkosten werden transparent

Rote Balken zeigen Engpässe
Das Modul Tool Planning liefert anhand der Planzahlen für die zu produzierenden Bauteile Informationen darüber, wie lange die erforderlichen Werkzeuge mit allen möglichen Nachschliffen ausreichen. Mit dieser Reichweitenbetrachtung sollen auch bei steigenden Produktionszahlen Engpässe vermieden werden.
Dieses Tool ist für Heiko S. eine große Hilfe: „Auf der Plattform sehe ich jetzt auf einen Blick alle Informationen, die ich für meinen Job brauche. Rote Balken zeigen mir, wo ich genauer hinsehen muss, weil es da eine Abweichung zwischen dem Bestand und dem Bedarf für die zu produzierenden Teilen geben könnte.“ Das Dashboard zeigt zudem Werkzeugkosten und Verbrauch auf bestimmten Maschinen.
Für Lars B. ist das Pilotprojekt mit den Wälzfräsern ein voller Erfolg. „Die Investition in c-Com hat sich auf jeden Fall rentiert“, versichert der technische Leiter. „Unser Werkzeuglager war zuvor an einigen Stellen unübersichtlich. Der reduzierte Lagerbestand ist ein enormer Vorteil für uns, denn Lagerkosten sind am Ende verlorene Kosten.“
Im nächsten Schritt soll c-Com auch für die nicht serialisierten Werkzeuge eingesetzt werden. Hier fehlt dem Unternehmen schon allein deshalb die Zuordnung zu bestimmten Bearbeitungen, weil etwa verschlissene Wendeschneidplatten und Bohrer oftmals einfach entsorgt werden, ohne Standzeiten festzuhalten. Durch c-Com wird bei der Entnahmebuchung direkt angegeben, auf welcher Maschine das Werkzeug für welche Bauteile eingesetzt wird. Hinterher kann auch ermittelt werden, wie viele Bauteile es produziert hat. Bei der Anschaffung neuer Maschinen wird thyssenkrupp Presta Schönebeck darauf achten, dass sie softwaretechnisch bereits für den Datenaustausch über eine Schnittstelle mit c-Com ausgelegt sind.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342