
13.01.2022
Leistungssprung mit NeoMill Planfräser
MAPAL Werkzeuge überzeugen bei Standardanwendungen
Das familiengeführte Unternehmen BOGE Kompressoren mit Hauptsitz in Bielefeld ist ein weltweit renommierter Technologie- und Marktführer bei Aggregaten zur Erzeugung von Druckluft. Neben Leistungsfähigkeit, Qualität und Wirtschaftlichkeit der Produkte gilt die Steigerung von Effizienz und Sicherheit im Herstellungsprozess als eines der wichtigsten erklärten Ziele. Bei der Fertigung von Schraubenkompressoren erzielen Hochleistungswerkzeuge von MAPAL überzeugende Ergebnisse.

Von der Konstruktion zum optimierten Prozess
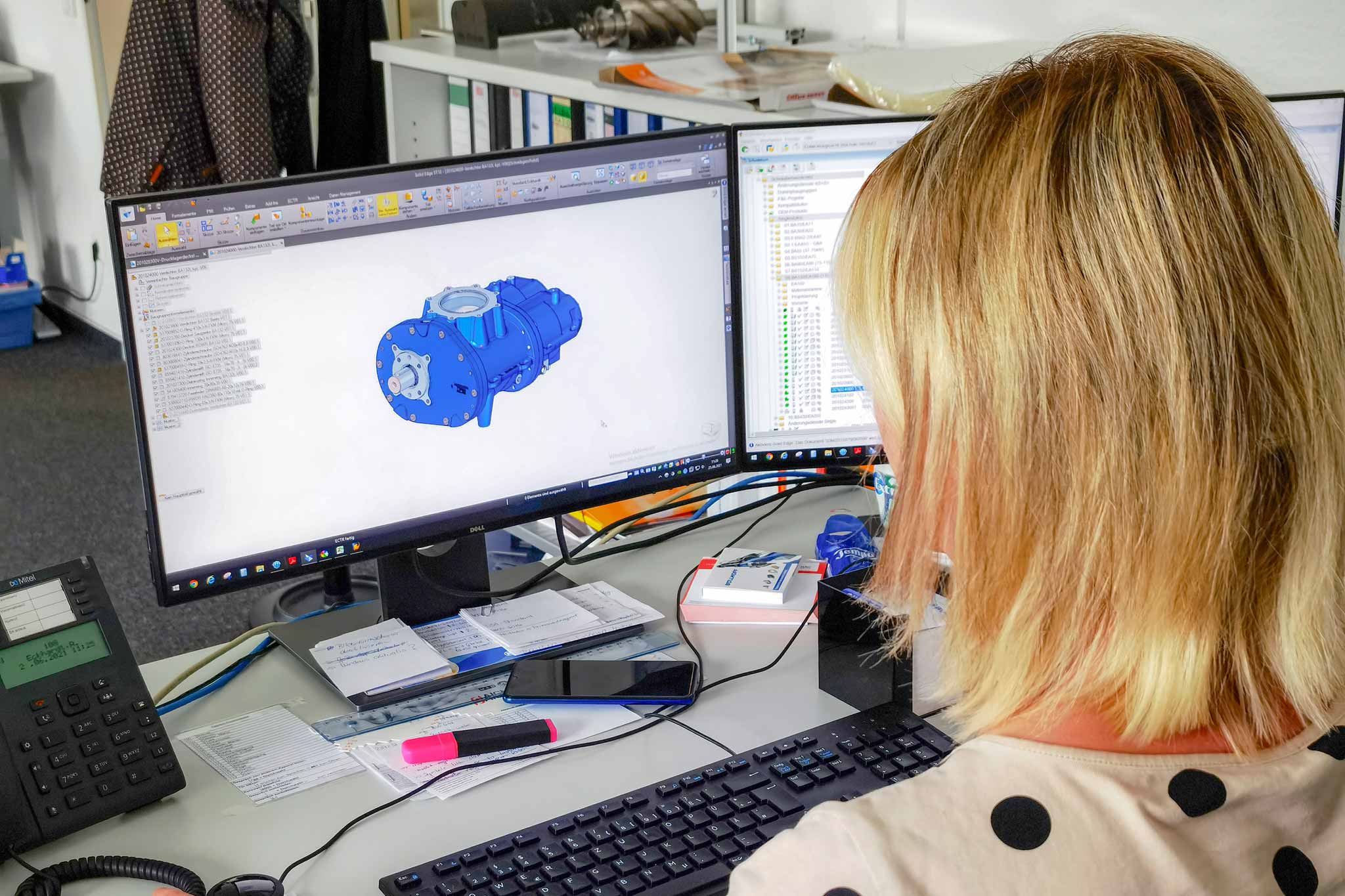
Die langjährige Entwicklungspartnerschaft mit MAPAL…
„Bei den Gehäusen gibt es zahlreiche kritische Bearbeitungen, wie beispielsweise Positionsbohrungen oder die Lagerbereiche der Rotoren“, weiß MAPAL Anwendungstechniker Heiko Süß. Oft sind strenge Präzisionsanforderungen im Bereich von IT6 oder IT7 einzuhalten. Hier kommen exakt für die Aufgabenstellung konstruierte Feinbohrwerkzeuge von MAPAL ins Spiel. Wichtig ist hier nicht nur höchste Präzision, sondern gleichzeitig eine möglichst kurze Bearbeitungszeit. So reichen bei gut konzipierten Stufenwerkzeugen oft wenige Zustellungen aus, um mehrere Bearbeitungsschritte zu erledigen. Zudem erreichen die Sonderwerkzeuge wesentlich engere Toleranzen und bessere Oberflächenqualitäten bei gleichbleibend hoher Prozesssicherheit. In diesem Bereich haben BOGE und MAPAL seit langem eine enge partnerschaftliche Entwicklungszusammenarbeit.
Von BOGE erhält Heiko Süß schon in der Frühphase neuer Projekte eine Anfrage, mit welchem Werkzeugkonzept die neuen Komponenten optimal zu bearbeiten sind. Die vorgeschlagene Bearbeitungslösung von MAPAL wird dann im Team verfeinert und im Rahmen von Versuchen validiert.

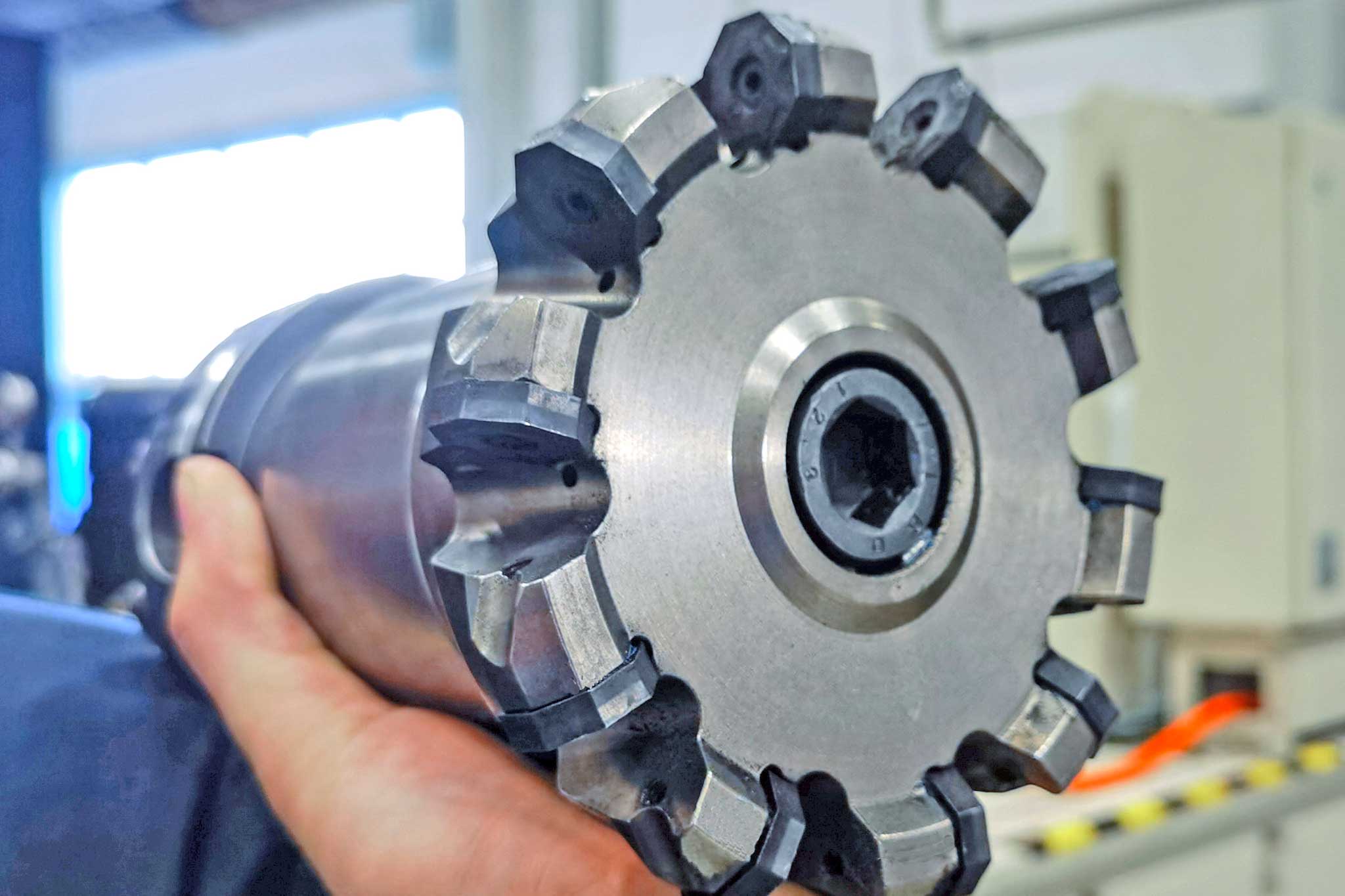
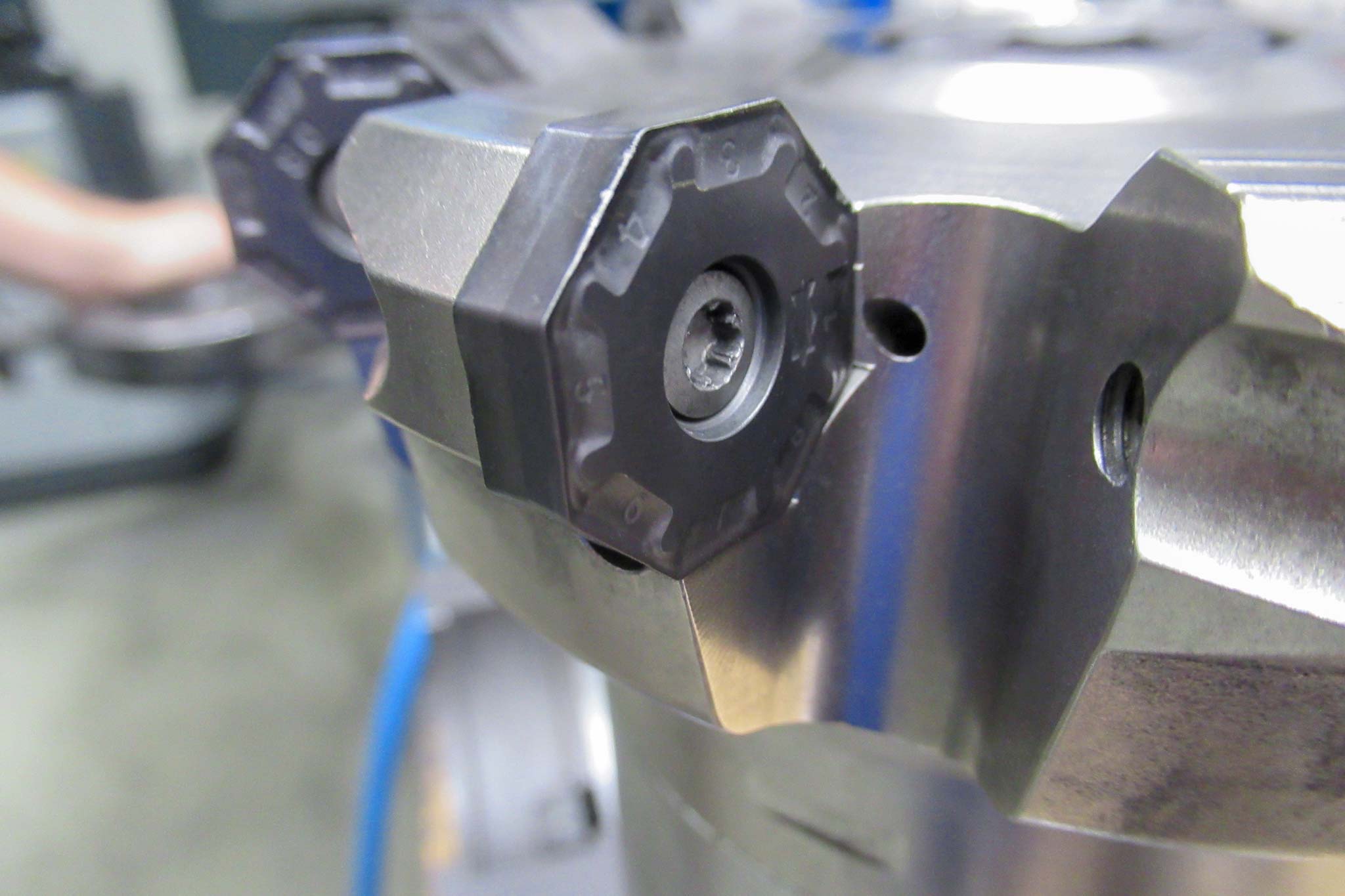
…bewährt sich jetzt auch bei Fräsern mit Wendeschneidplatten
Durchschlagender Erfolg
„Mit diesen neuen Werkzeugen konnten wir einen wirklich überzeugenden Erfolg erzielen“, freut sich Mario Birkner. Die von zwei auf vier Millimeter erhöhte Zustellung ermöglichte bereits eine Halbierung der erforderlichen Maschinenzeit. Darüber hinaus konnte aufgrund des weicheren Schnitts und der dadurch geringen Leistungsaufnahme der Maschine der Vorschub verdoppelt werden, sodass die Bearbeitungszeit um mehr als 60 Prozent zurückging.
Die Standzeit pro Schneidkante der Wendeschneidplatten resultierte in weiteren Zeit- und Kostenvorteilen: 60 statt bisher 45 Minuten. Außerdem sanken auch die Kosten pro Schneidkante. Denn die jetzt eingesetzten, achteckigen (ONKU) Wendeschneidplatten aus dem NeoMill Programm von MAPAL besitzen eine negative Grundform, sind daher beidseitig einsetzbar und verfügen in der Summe über je 16 Schneidkanten. So ist ein kompletter Austausch des Plattensatzes erst nach 16 Einsatzstunden statt wie bisher bereits nach sechs Stunden erforderlich, mit den entsprechend positiven Auswirkungen auf den Wechselaufwand und die Handlingskosten. Im direkten Vergleich mit dem zuvor eingesetzten Fräser ergibt sich bei der Bearbeitung von 1.200 Teilen eine Einsparung von 45 Maschinenstunden.
Die volle Nutzung dieser Vorteile gelang allerdings erst im Rahmen einer Optimierung der Maschinensoftware: Eine adaptive Vorschubregelung reduzierte bis dato anhand bestimmter Parameter die vom NC-Programm vorgegebenen Vorschubgeschwindigkeiten automatisch. Diese Automatik erwies sich für die rasante Bearbeitung des NeoMill Fräsers als zu träge. Der MAPAL Planfräser konnte sein volles Leistungspotenzial erst nach dem Deaktivieren dieser Funktion entfalten. Bei künftigen Projekten, so Mario Birkner, werde man auch für weitere Bearbeitungen gerne den Kontakt mit MAPAL suchen.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


