
28.07.2022
Strategische Partnerschaft für den Formenbau
Zusammenspiel von Maschine, Werkzeug und CAM-Strategie
Da es im Werkzeug- und Formenbau häufig um Einzelstücke und Kleinserien geht, kommen bevorzugt Standardwerkzeuge zum Einsatz. Angesichts der kaum überschaubaren Vielfalt an Geometrien und Ausführungsvarianten scheuen Anwender davor zurück, eine große und entsprechend kostenintensive Vielzahl an Werkzeugvarianten zu bevorraten. Der CAM-Programmierung kommt so die Aufgabe zu, die anstehende Bearbeitung möglichst mit dem vorhandenen Bestand zu erledigen. Kompromisse gehen dabei oft zu Lasten der Maschinenlaufzeit. In einem gemeinsamen Projekt haben MAPAL und der Fräsmaschinenhersteller Röders GmbH an einem Musterwerkstück das Zusammenspiel von Maschine, Werkzeugen und CAM-Strategie optimiert.


Kooperation mit der Röders GmbH
Abstimmung von Maschine und Werkzeugen

Spezielle Werkzeuge: Schrupp- und Schlichtfräser für hohen Vorschub
Spezielle Werkzeuge: Kreisradiusfräser und Finishfräser mit Wiper-Geometrie

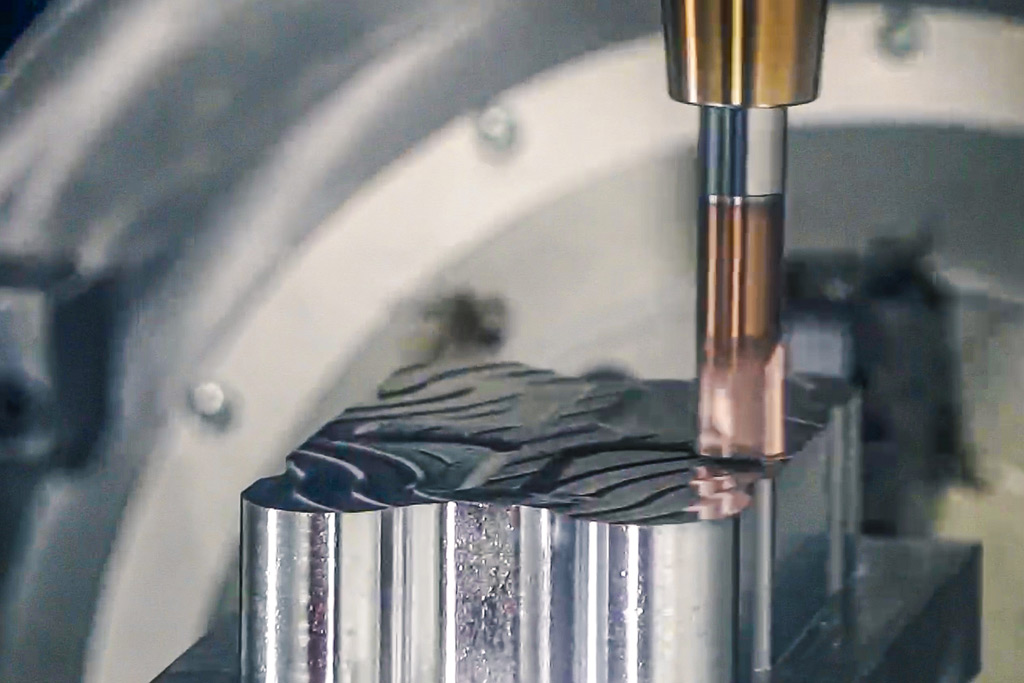
Der radiale Wendeschneidplattenfräser NeoMill-3D-Finish ist universell für Schlichtbearbeitungen gehärteter Werkstoffe und Anwendungen einsetzbar. Die besonders verschleißfesten und exakt gefertigten Wendeschneidplatten mit axialer und radialer Wiper-Geometrie ermöglichen höhere Werte für Schnitttiefe sowie Vorschub pro Zahn und damit eine höhere Produktivität. Eine Vollhartmetallverlängerung macht zudem vibrationsarmes Schlichten auch in großen Tiefen möglich.
Beide Werkzeuge benötigen für einen idealen Betrieb hohe Vorschübe, nicht nur auf geraden Wegstrecken, sondern auch in stark gekrümmten Bahnen. Aufgrund ihrer hohen Dynamik (d. h. hohe Werte für die gefahrenen Beschleunigungen) bietet gerade dies die Röders-Maschine. „Auch nach der Bearbeitung von Innenecken, bei der die Geschwindigkeit ja auf Null reduziert werden muss, werden nach kürzester Zeit wieder ideale Schnittwerte erreicht“, erläutert Dr. Gossel. Anwender erreichen daher sowohl sehr hohe Werkzeugstandzeiten also auch hervorragende Fräsergebnisse. „Ein sehr schönes Beispiel für die gewünschte Synergie zwischen Maschine und Werkzeugen“, unterstreicht Kasten Wolff.

Ganzheitliche Prozessoptimierung
„Für beide Partner war dieses Projekt eine gute Gelegenheit, sich gegenseitig sowohl auf der technischen als auch auf der persönlichen Ebene kennenzulernen“, bilanziert Dr. Oliver Gossel. Es hat sich gezeigt, dass die Firmenphilosophien beider Unternehmen gut harmonieren. Röders verfolgt das Ziel, dass die Anwender mit seinen Maschinen möglichst effizient arbeiten können. Um hier optimal unterstützen zu können, hat Röders beispielsweise die meisten markgängigen CAM-Systeme im Einsatz. Auch MAPAL verkauft nicht einfach nur Werkzeuge, sondern unterstützt die Kunden bei Bedarf aktiv und kompetent mit einem gut vernetzten Team aus Technischen Beratern vor Ort, Marktsegmentspezialisten, Entwicklungsingenieuren sowie CAM-Programmierern.
Die Zusammenarbeit der beiden Unternehmen hat überzeugt, sowohl während der Definition der Bearbeitungsstrategie als auch in der Praxis: Die Bearbeitung des Musterbauteils dauerte acht Stunden und zwölf Minuten, bei einer durchgängigen Oberflächenrauheit Ra 0,09-0,12 µm. Dr. Oliver Gossel: „Hervorzuheben ist, dass für die Schlichtarbeitsgänge des Projekts zahlreiche unterschiedliche Werkzeuge eingesetzt wurden. In der Praxis wird dies oft unterlassen, weil es aufgrund unzureichender Werkzeuggenauigkeit beziehungsweise Maschinensteifigkeit oder -genauigkeit, zum Beispiel durch thermische Drifts, zu Problemen durch „Absätze“ am Werkstück kommen könnte.“ Um dies zu vermeiden, nimmt der Anwender lange Bearbeitungszeiten in Kauf. Bei dem hier vorgestellten Projekt gab es aufgrund der Qualität von Maschine, Werkzeugen und CAM-Programmierung dagegen keine derartigen Risiken. Die gewählte, für die jeweiligen Oberflächensegmente ideale Strategie schlug sich in einer niedrigen Bearbeitungszeit nieder.
Mittlerweile laufen bereits einige Projekte, bei denen gemeinsam Lösungen für Aufgabenstellungen von Röders-Kunden entwickelt wurden. Dazu ist auch ein gemeinsamer Kundenworkshop geplant.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


