
01.05.2018
Mit neuen Lösungen zum sicheren Prozess – Entlastungsbohrung für die Kurbelwelle bearbeiten
MAPAL hat ein Werkzeugkonzept entwickelt, mit dem ein Automobilhersteller prozesssicher Erleicherungsbohrungen in Kurbelwellen zerspant.
Werden bei gängigen Bauteilen gänzlich neue Bearbeitungen nötig, braucht es innovative Technologiepartner, um einen neuen Prozess sicher in Serie zu bringen. Im Zuge des Downsizings wird beispielsweise in Kurbelwellen eine Erleichterungsbohrung zur Reduzierung des Gewichts eingebracht. Um diese Bohrung durch die verschiedenen Lager prozesssicher in der Großserie umzusetzen, hat MAPAL ein entsprechendes Werkzeugkonzept entwickelt, das bereits erfolgreich im Einsatz ist.

Um den Anforderungen nach immer kleineren Motoren bei steigender Leistung und reduziertem CO2-Ausstoß gerecht zu werden, wird an verschiedenen Stellschrauben gedreht. So werden unter anderem neue Werkstoffe entwickelt, die leichter und dennoch stabiler sind. Oder die Bestandteile des Motors werden modifiziert, um die rotierende Masse und damit wiederum den Kraftstoffverbrauch zu reduzieren. So werden beispielsweise Kurbelwellen für unterschiedliche Motoren mit einer Erleichterungsbohrung ausgelegt. Diese hat eine signifikante Gewichtsreduzierung des Bauteils zur Folge.
Ein neuer Bearbeitungsprozess
Für die Fertigung der Kurbelwellen bedeutet die Erleichterungsbohrung allerdings einen zusätzlichen Bearbeitungsprozess. Bei der Daimler AG arbeiten hierfür die Abteilungen Verfahrensentwicklung, Planung, Toolmanagement mit der Fertigung interdisziplinär eng zusammen. Doch neben den internen Beteiligten braucht es auch Lieferanten, die für die prozesssichere Bearbeitung die optimalen Werkzeuge liefern.
Als die Daimler AG den Prozess erstmalig auslegte, wurden Werkzeuge unterschiedlicher Lieferanten in Betracht gezogen. Um die Bohrung durch die Lager der Kurbelwelle einzubringen, haben mehrere Hersteller Konzepte entwickelt. Überzeugt hat die Lösung von MAPAL. Viele Mitarbeiter des Präzisionswerkzeugherstellers sind ständig in der Fertigung in Untertürkheim vor Ort, um Probleme zu beheben und während der Produktion zu unterstützen. Zudem hat MAPAL während der gesamten Zeit bis zum Serienstand viel Entwicklungsarbeit geleistet und Vorfeldversuche durchgeführt. Dafür fehlt in der Großserienfertigung oft die Zeit und so ist es für fertigende Betriebe umso wertvoller, wenn ein Technologiepartner diese Arbeit übernimmt.
In vier Schritten zur Erleichterungsbohrung
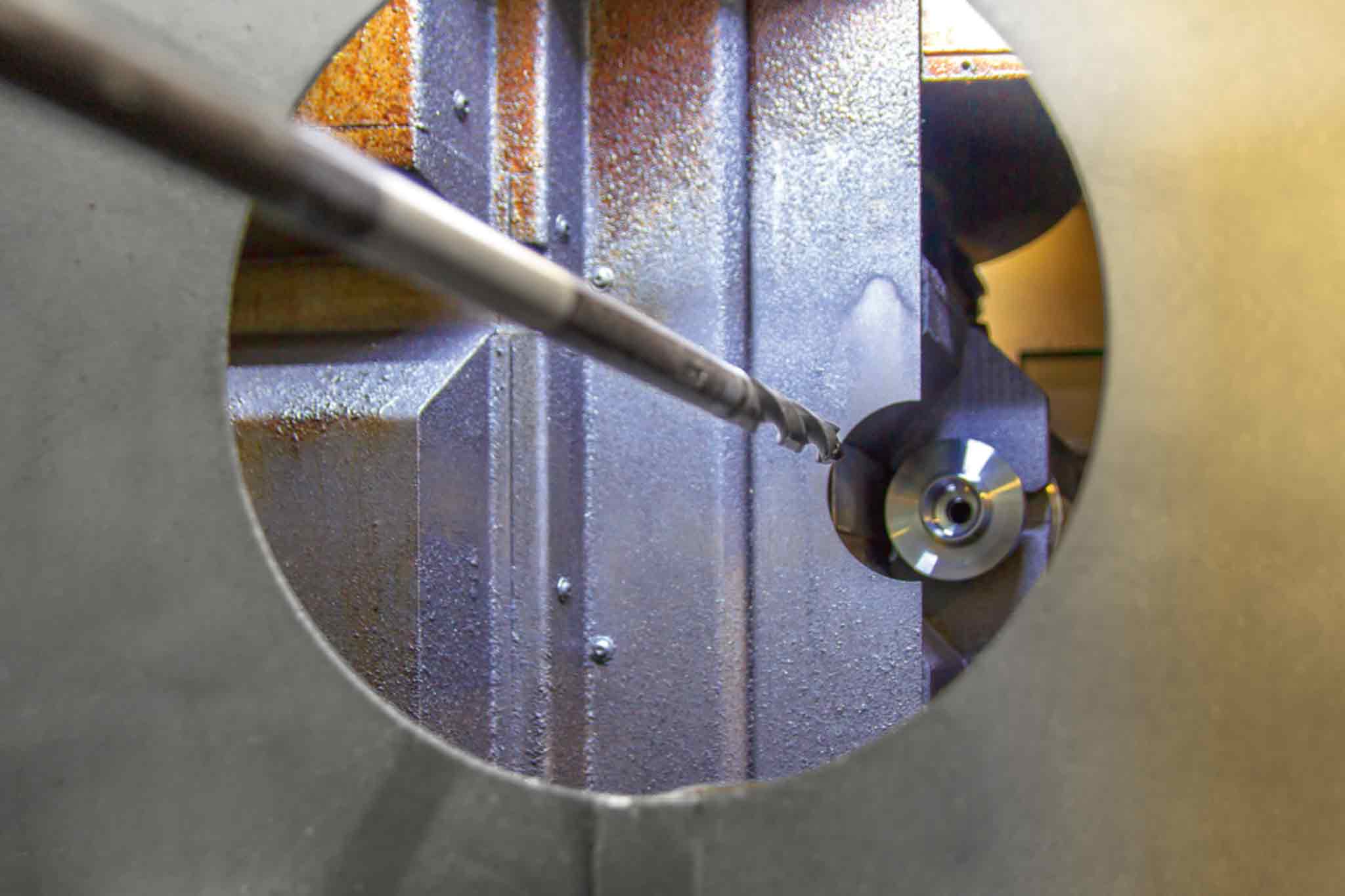
Den Prozess zur Bearbeitung der Erleichterungsbohrung der Kurbelwelle aus mikrolegiertem Stahl realisieren insgesamt vier speziell ausgelegte, zweischneidige Werkzeuge. Gekühlt wird mit Minimalmengenschmierung. Der erste Vollhartmetallbohrer (Durchmesser 19.2 mm) bearbeitet die Deckelbohrung vor. Der zweite Vollhartmetallbohrer (Durchmesser 18 mm) fertigt die Pilotbohrung für die Bohrung durch das erste Lager. Als dritter Bearbeitungsschritt kommt ein Wechselkopfbohrer (Durchmesser 18 mm) zum Einsatz. Er bearbeitet das erste Lager fertig und durchbohrt das zweite Lager. Abschließend bearbeitet ein weiterer, langer Wechselkopfbohrer TTD (Durchmesser 18 mm) von MAPAL die restlichen Lager. Dieser fädelt mit langsamer Drehzahl und geringem Vorschub durch die ersten beiden Lager ein, stützt sich in diesen ab und erzielt so trotz langer Auskragung beste Ergebnisse bei der Bearbeitung der restlichen Lager. Dieser speziell ausgelegte Wechselkopfbohrer besteht aus einer Halterung aus Stahl mit CFS-Schnittstelle, dem CFS-Wechselkopfhalter mit einer Grundkörperlänge von 119,2 mm und schließlich dem Wechselkopf TTD aus Vollhartmetall. Bei der Bearbeitung der Kurbelwelle eines 6-Zylindermotors ist allein die Halterung mit CFS-Schnittstelle 480 mm lang.
Gratbildung beim Hochfahren der Serie
Der vierstufige Bearbeitungsprozess lieferte in den Versuchen und der Serienfertigung mit niedriger Stückzahl die gewünschten Ergebnisse. Beim Hochfahren der Serie trat allerdings ein Problem auf. Am Ein- und Austritt der einzelnen Lagerbohrungen bildete sich bereits nach rund 100 Bohrungen ein Grat, der mit jeder bearbeiteten Bohrung größer wurde. So mussten die Bohrköpfe des dritten und vierten Bohrers bereits nach 100 Bohrungen gewechselt werden. Denn durch den Grat wäre die mechanische Bauteilsauberkeit nicht gewährleistet gewesen. Es dürfen keinerlei metallische Partikel am Bauteil zu finden sein. Diese könnten sich beim Betrieb des Aggregats lösen. Aufgrund dessen muss jeder Restschmutz und jedes metallische Partikel an den Bauteilen kategorisch ausgeschlossen werden.
Eine Entgratschneide ist die Lösung
Mit diesem Problem gingen die Verantwortlichen auf MAPAL zu. Die Gratbildung sollte möglichst schnell behoben werden. Allerdings ohne zum Entgraten ein weiteres Werkzeug einzusetzen. Denn dann hätte sich zum einen die Taktzeit verlängert und zum anderen hätte der Prozess neu aufgelegt werden müssen. MAPAL stellte sich dieser Herausforderung. „Wir haben intensiv in unserer Entwicklungsabteilung Lösungen erarbeitet und den Wechselkopfbohrer, der abschließend alle Lager bearbeitet, mit einer Entgratschneide ausgestattet“, erläutert Tobias Moser, der als zuständiger MAPAL Außendienstmitarbeiter das Projekt betreut. Die Entgratschneide ist gefedert direkt nach der Schnittstelle zum Wechselkopf am CFS-Wechselkopfhalter angebracht. In der Vorwärtsbewegung werden die Bohrungseintritte entgratet, beim Rückzug des Bohrers dann entsprechend die Bohrungsaustritte.
Der Langbohrer fährt also zum Anbohren mit einer Vorschubgeschwindigkeit von 200 mm/min in die Bohrung ein. An einem definierten Punkt wird die Vorschubgeschwindigkeit auf 125 mm/min über einen Weg von 4 mm reduziert. Auf dieser Strecke erzeugt die Entgratschneide die Fase am Bohrungseintritt und wird gleichzeitig durch die Federung ins Innere des Halters gedrückt. So kann im Weiteren die Bohrung mit einer Vorschubgeschwindigkeit von 375 mm/min bearbeitet werden. Beim Rückzug erfolgt dasselbe.

Seit September 2017 in der Großserienfertigung
Anfang des Jahres 2017 testete MAPAL das neue Konzept in der Abteilung Forschung und Entwicklung mit einer Original-Kurbelwelle. „Mit diesen Ergebnissen konnten wir gut arbeiten und das Werkzeug weiter optimieren“, sagt Moser. Das Resultat und die Geschwindigkeit der Optimierung überzeugten.
Im Sommer wurde es schließlich ernst. Das modifizierte Werkzeug mit Entgratschneide wurde auf der Maschine für die Serienfertigung getestet. Auch hier stimmte das Ergebnis und der Prozess inklusive Vor- und Rückwärtsentgraten der Bohrungen ist seit September 2017 in der Großserienfertigung im Einsatz. „Dank der Entgratschneide sind auch die Standzeiten der Werkzeuge weit höher als vorher“, sagt Tobias Moser. Die ersten beiden Bohrer werden nach 2.000 Bohrungen ausgewechselt, die Bohrköpfe der beiden Wechselkopfbohrer nach 800 Bohrungen. Und die Entgratschneide? Die muss erst nach 25.000 Bohrungen gewechselt werden. Damit ist dieser Prozess der neue Standard für die Erleichterungsbohrung der Kurbelwelle. Und wird aktuell auf zwei weitere Linien übertagen.
Taktzeit reduzieren mit dem Tritan-Drill
Doch trotz des sicheren und zufriedenstellenden Prozesses, wird natürlich weiter an Verbesserungen und der Optimierung der Werkzeuge gearbeitet. Der erste Schritt war, in der Großserie prozesssicher zu fertigen. Nun ist es die Aufgabe, die Bearbeitung noch wirtschaftlicher zu machen. Ein erster Schritt in diese Richtung ist schon getan. „Wir haben die Entgratschneide erst unbeschichtet eingesetzt, nun ist sie mit einer speziellen PVD-Beschichtung für noch mehr Standzeit versehen“, erläutert Tobias Moser. Um höhere Arbeitswerte fahren zu können und damit die Taktzeit weiter zu reduzieren, wird derselbe Prozess zudem aktuell an einer Testmaschine mit den dreischneidigen Pendants, verschiedenen Ausführungen des Tritan-Drills, zu den bisher eingesetzten Bohrern getestet. Mit überaus vielversprechenden Ergebnissen, wie Moser verrät: „Wenn alles nach unseren Erwartungen verläuft, werden wir noch im aktuellen Jahr die Werkzeuge umstellen können.“



