01.05.2019
Roadmap E-mobility
Speeding up tool development at MAPAL with the ZEISS PRISMO ultra
These days, the employees from the development department at MAPAL Dr. Kress KG generally know within an hour if new tools will offer the level of precision their customers require. Instead of having to wait days for a service provider to deliver the measurement results, the company started performing on-site measurements at the beginning of 2018. With the high-precision coordinate measuring machine ZEISS PRISMO ultra, MAPAL inspects the workpieces machined with the new tools it manufactures. The time saved on measurements helps this global company develop innovative tool solutions even more quickly for trends that will play such a pivotal role in the future like eMobility.
Automotive manufacturers achieved a significant milestone in 2017: for the first time, they
sold over one million electric vehicles worldwide. The major players in this industry continue to make significant investments in eMobility to ensure they are well-positioned in future markets. Volkswagen, for example, plans to spend 20 billion euros over the coming years. The company will roll out around 50 different electric cars and 30 plug-in hybrids by 2025.
This feat will require a lot of tool manufacturers as well. „We‘re the ones who have to quickly
develop the right tools and tool solutions to produce the new components and materials required for eMobility,“ explains Dr. Dirk Sellmer, Vice President of Research & Development at MAPAL Dr. Kress KG.
And since less effort is needed to machine electric motors as compared to combustion engines, fewer tools will be required in the future. Hence MAPAL is establishing new fields of business alongside its Powertrain area. The familyowned company, which has 5,500 employees worldwide, will invest in tool and mold-making technologies.

How a workpiece ensures a precise tool
„We need extremely exact measurement results to develop high-precision, innovative tools and
tool solutions,“ says Sellmer. For years, the company had an external service provider measure
its workpieces and tools. Sellmer compares MAPAL‘s tools to „Lego blocks that are combined
to create complex solutions.“ To deliver these bespoke products to the customers more quickly, the company invested in an extremely precise coordinate measuring machine (CMM) from ZEISS in 2018.
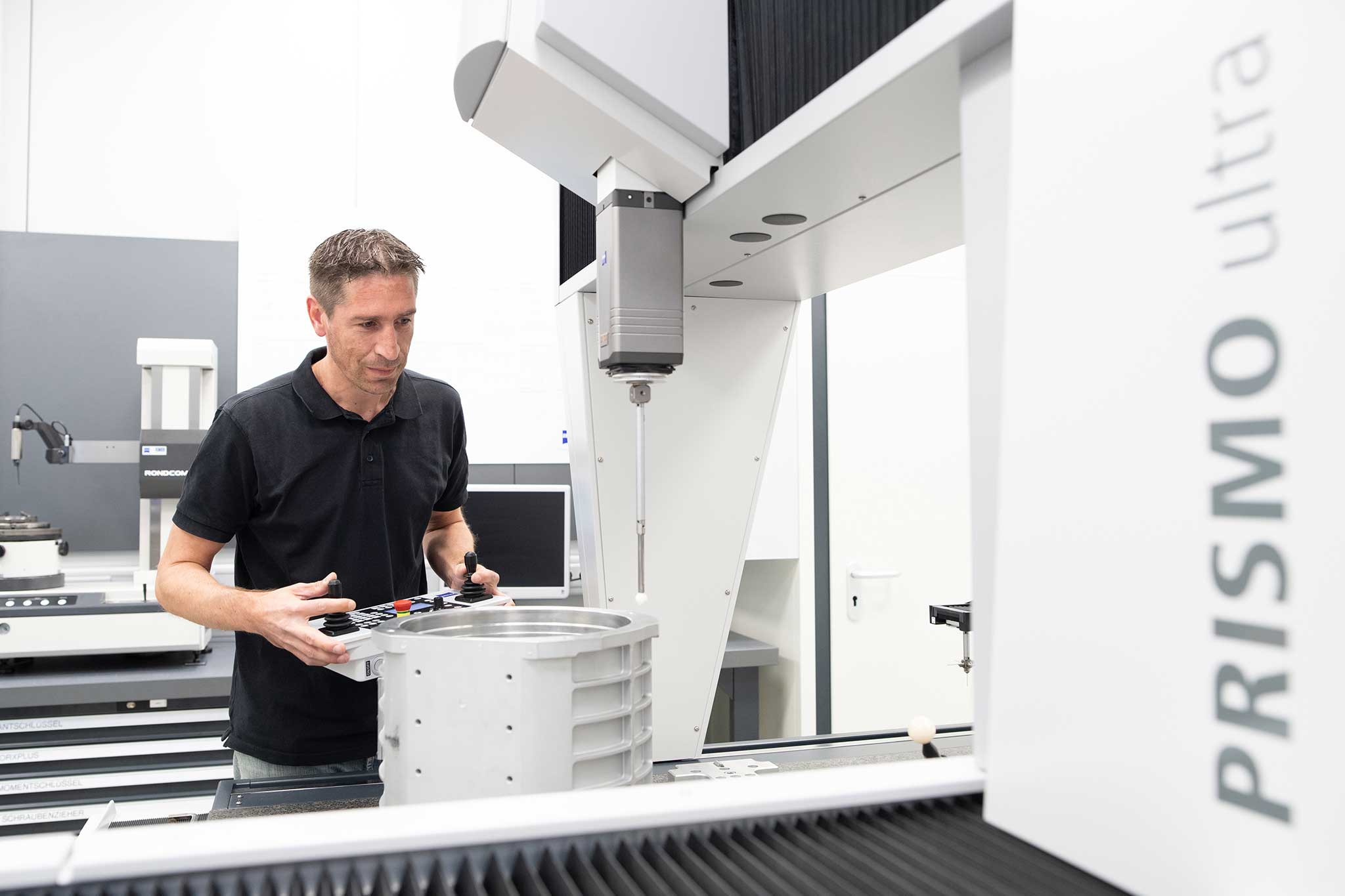
That year, at the beginning of January, two employees began working with the ZEISS PRISMO ultra. Almost a year later, Sellmer has reached the following conclusion: „The investment has paid off.“ The measuring machine provided this tool maker with the necessary precision and was immediately running at full capacity. The two employees from the development department, who alternate between the measuring system and the production machines every two weeks, inspect the department‘s tools on the CMM.
Most importantly, however, MAPAL employees measure workpieces that are machined in the
development area with the company‘s own tools, thereby determining the workpieces‘ precision and stability under manufacturing conditions. Precision is on everyone‘s mind at this company headquartered in Aalen, Germany, because most MAPAL tools and tool solutions are used when components need to be machined with a very high level of accuracy.
The stator housing for an electric motor is one example of how MAPAL is successfully meeting its customers‘ requirements. The challenge with this cast part is to create the primary, large-diameter borehole that runs through the entire component – all with an accuracy of just a few microns. For perpendicularity, the tolerance is just 30 microns (0.03 millimeters) and, for coaxiality, 50 microns.

The right tool for stator housings
These are extremely narrow tolerances for such large boreholes. Yet a closer look at the design of the electric motor illustrates why these stringent requirements are necessary. Take, for example, the permanent magnet synchronous motor, the most frequently used motor design in New Energy Vehicles (NEV). The stator is the stationary component within the motor. Coils or copper wires known as hairpins are attached. These generate a current that creates a rotating magnetic field. The rotor is located within the stator and, thanks to its own constant magnetic field, follows the magnetic field of the stator. The three-phase current of the rotor causes it to rotate in synch with the magnetic field.
The rotor cannot actually move unless there is a gap between it and the stator. However, the
rotor is subject to considerable magnetic resistance, which in turn reduces the magnetic flux
density and with it the power of the motor. Thus designers make this gap as narrow as possible. To ensure that the manufacturing process does not compromise the component‘s design, MAPAL offers its customers a high-precision tool which is also very light for its size.
First, a borehole is made in the cylinder for the stator housing. This means that a tool approximately 30 centimeters in length creates a hole in the outer die-cast layer of the housing. Then the surface is carefully ground down. Tools for the highly precise machining of primary boreholes for stator housings have been part of MAPAL‘s product portfolio for one-and-a-half years. And since not all housings are identical, these tools are customized for each customer.

Vor-Ort-Messungen reduzieren Wartezeit
Dafür stellen die Automobilbauer MAPAL in der Regel zehn bis 30 Gehäuse zur Verfügung, die im Versuchsbereich mit den entsprechenden Werkzeugen bearbeitet werden. Die Messungen nach den Bearbeitungsdurchgängen bilden für die Techniker die Grundlage, um die hochkomplexen Werkzeuglösungen entsprechend der Kundenvorgaben zu optimieren.
Vor der Anschaffung eines eigenen Koordinatenmessgerätes ließ MAPAL die Werkstücke und Werkzeuge bei einem externen Messdienstleister messen. Innerhalb von zehn Jahren erhöhte sich jedoch der Messaufwand deutlich. Denn zunehmend fährt MAPAL auch die Werkzeuge für seine Kunden ein bzw. übernimmt die Vorserienproduktion. Um dies für die Auftraggeber transparent zu machen, werden viele Messungen durchgeführt.
Mit dem zunehmenden Messaufwand erhöhten sich auch die Ausgaben. „Im Vergleich zu 2007 gaben wir 2017 mehr als das Doppelte für die externe Messdienstleistung aus“, so Dr. Sellmer. Die Kosten waren jedoch nicht der ausschlaggebende Punkt für die Entscheidung, in ein KMG zu investieren.
„Keiner muss heute, so wie früher üblich, zwei bis drei Tage auf seine Messergebnisse warten.“ Heute liegen die Messergebnisse in der Regel innerhalb einer Stunde vor.
Und nicht nur das. Da bei MAPAL Mitarbeiter messen, die sich zum Messtechniker weiterqualifiziert haben, gibt es auch weniger Messartefakte. „Denn da unsere Mitarbeiter auch an der Fertigungsmaschine stehen, wissen sie intuitiver, wo beispielsweise Verschmutzungen das Messergebnis beeinflusst haben könnten“, so Sellmer.
Zudem werden die Bauteile jetzt aufgespannt in der Bearbeitungsvorrichtung vor Ort gemessen. Dies reduziert ebenfalls mögliche Messartefakte, die durch das Ab- beziehungsweise das erneute Aufspannen der Werkstücke verursacht werden. Auch das spontane Messen zwischendurch, um beispielsweise bei relativ dünnwandigen Teilen wie dem Statorgehäuse zu ermitteln, welchen Einfluss das Spannen auf das Bearbeitungsergebnis hat, ist für MAPAL ein großer Vorteil.
Und noch einen Punkt hebt er positiv hervor: Die Kommunikation zwischen den Ingenieuren und den Technikern hat sich verbessert. Sie diskutieren jetzt an der Messmaschine die Ergebnisse, anstatt sich Messprotokolle nur hinzulegen. Das trägt stark zum Wissenstransfer bei. „Wir kommen jetzt deutlich schneller ans Ziel“, ist sich Dr. Sellmer sicher.
Neues Messgerät, neuer Messraum
Um das Potenzial des hochgenauen Portalmessgerätes nutzen zu können, musste der Werkzeughersteller jedoch zunächst einen Messraum der Güteklasse 1 errichten. Eine Investition, die in etwa so hoch war, wie für das Messgerät selbst. Deshalb vertraute MAPAL beim Bau des Präzisionsmessraums auf die Empfehlungen von ZEISS, auch bezüglich der ausführenden Firmen.
„Das Ergebnis ist überzeugend“, so Dr. Sellmer. Der ca. 20 Quadratmeter große, neugeschaffene Messraum bietet dank einer speziellen Klimatisierung und einer eigenen Belüftungsanlage eine hohe Messsicherheit und „damit die passende Umgebung für unsere Messaufgaben“.
Die Frage ZEISS oder ein anderer Anbieter stellte sich für Sellmer dabei nie. Zum einen, weil er und seine Mitarbeiter bereits seit Jahren mit mehreren ZEISS Geräten arbeiten und sowohl vom Handling als auch von der Qualität der Geräte und des Services „ausgesprochen überzeugt“ sind.
Und zum anderen, weil „sehr viele unserer Kunden ZEISS Geräte nutzen“. Mit ZEISS zu arbeiten, schafft daher Vertrauen und vereinfacht sogar die Kommunikation mit den Kunden. „So kommen wir möglichen Problemen gemeinsam und damit schneller auf die Spur“, findet Dr. Sellmer.