In the aerospace industry, materials that are both high-strength and lightweight is the key. By making use of new combinations of materials, weight can be reduced further, strength and corrosion resistance can be increased and assembly can be simplified by using an integrated design. Whereas structural parts made of aluminium, titanium or high strength steel are machined on machining centres or gantry machines, final assembly machining is carried out by handheld machines, drill feed units or robots.
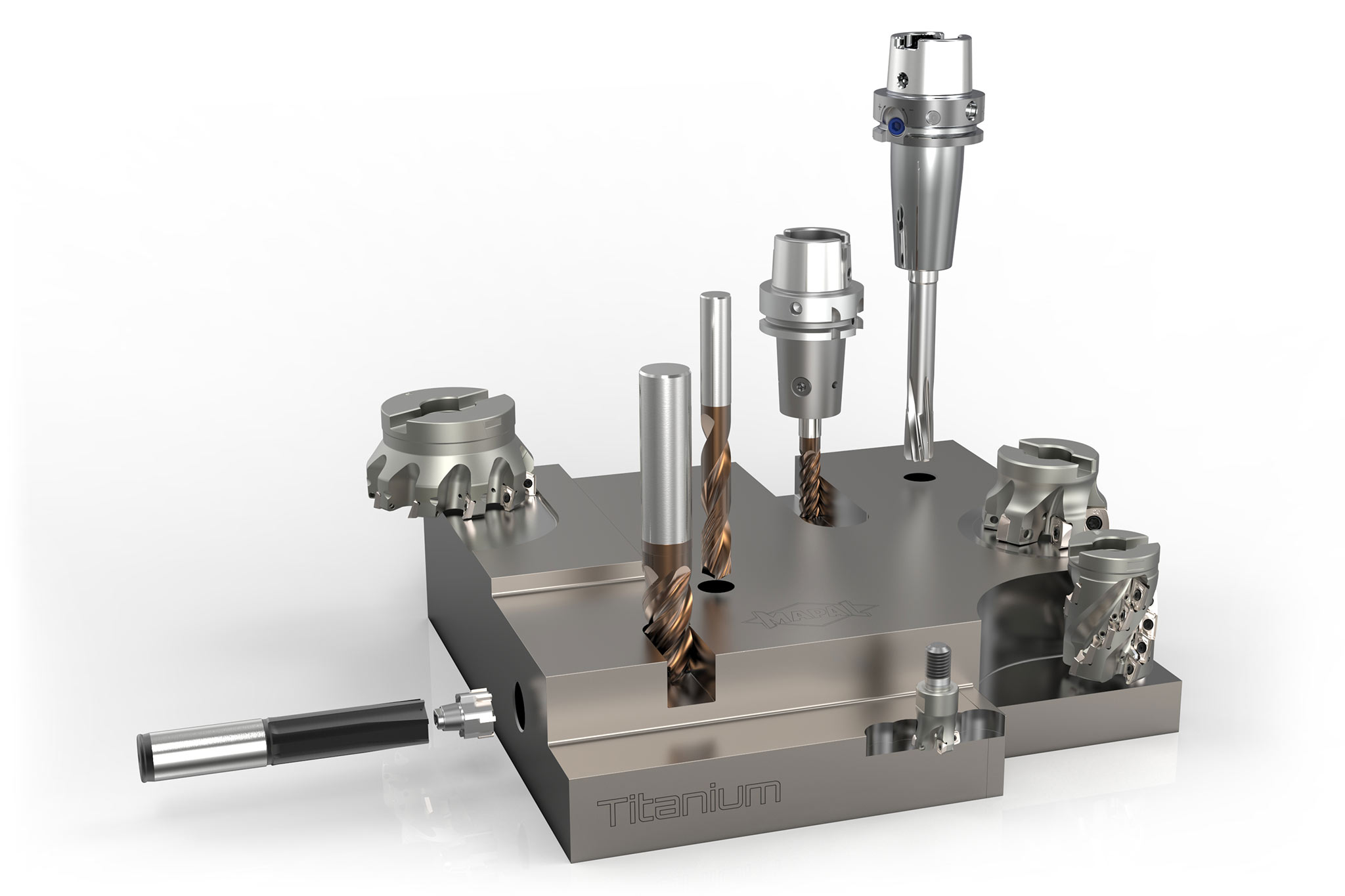
Tool program for titanium machining
Milling with fixed cutting edges
OptiMill-Titan-HPC
Eckfräser
Vierschneidiger Eckfräser zum Schruppen und Schlichten von Titan
Die hohen Anforderungen in der Luft- und Raumfahrt an die Festigkeit und Korrosionsbeständigkeit in Relation zum spezifischen Gewicht prädestinieren Titan und Titanlegierungen als Werkstoffe der Wahl. Resultierend hieraus sind die Einsatzgebiete weit gefächert und reichen von kleineren mechanisch bearbeiteten Strukturbauteilen bis hin zu tragenden Teilen in Rumpf oder Schaufeln in den Triebwerken.
Bearbeitungsbeispiel Torsionsgelenk
1 / 5
Feinbohrwerkzeug
Sehr genaue Einstellung der Schneide
Perfekte Koaxialität der Bohrungen
Sehr gute Oberflächenrauhigkeit
Perfekte Bohrungsgeometrie
Sehr stabile Bearbeitung durch Führungsleisten
Hohe Wiederholgenauigkeit und einfache Werkzeugeinstellung
2 / 5
NeoMill-Titan-2-Shell
Maximale Zerspanungsraten
Optimale Spanabfuhr
Hohe Laufruhe
Variables Kühlkonzept
Schneiden mit verschiedenen Eckenradien einsetzbar
Verschiedene Schneidstoffe erhältlich
3 / 5
MEGA-Speed-Drill-Titan
140° Spitzenwinkel
Vermeidung von Anhaftungen durch extrem glatte Beschichtung
4 Führungsfasen (beste Rundheitswerte)
Konvexe Schneide
Innere Kühlmittelzufuhr
Neu gestaltete Spannut (optimale Spanabfuhr)
Effizienter Kühlmittelfluss (Vermeidung von Reibung und Hitze an der Schneide)
4 / 5
OptiMill-Titan-HPC
Spezielle Kantenpräparation (stabile Schneide)
Unterschiedliche Steigung der Spirale (stabiler Schnitt, ruhiger Lauf)
Steigender Kern (mehr Stabilität)
5 / 5
FixReam
Ausführung aus Vollhartmetall oder gelötet
Bohrungsqualität: H7
DLC-Beschichtung für beste Leistung
Durchmesser konfigurierbar (Speedline)
Ausführung für Durchgangs- oder Grundbohrungen
Geeignet für Minimalmengenschmierung (MMS)
Bearbeitungsbeispiel Hingeline
1 / 6
Entgratwerkzeug aus Vollhartmetall
Mit diesem Sonderwerkzeug mit spezieller Kugelform werden die Bohrungseintritte und -austritte der Hauptbohrung sowie die Befestigungsbohrungen durch Zirkularfräsen entgratet.
2 / 6
NeoMill-Titan-2-Corner
Hohe Zerspanungsraten
Hohe Laufruhe
Schneiden mit verschiedenen Eckenradien einsetzbar
Verschiedene Schneidstoffe erhältlich
3 / 6
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe
Geringe Zykluszeit
4 / 6
Wechselkopfbohrer TTD, Sonderbohrer, Bohrstange
Wechselkopfbohrer TTD zum Pilotieren der ersten Lasche
Sonderbohrer mit zusätzlichem Führungselement am Hals zur mittleren Bearbeitung der Laschen von beiden Seiten
Lagergeführte Bohrstange zur exakten Schlichtbearbeitung der Hauptbohrung von einer Seite
5 / 6
OptiMill-Titan-HPC
Standzeiterhöhung um 35 %
Perfekte Lösung zum Schruppen, für die mittlere Bearbeitung sowie zum Schlichten
Weniger Gewicht bedeutet weniger Kraftstoffverbrauch und weniger Emissionen. Es finden sich viele verschiedene Ansätze für Titanwerkstoffe im Automobilbau. Angefangen von Motorenkomponenten, über Getriebebauteile und Federelemente sowie Abgasanlagen. Ziel der Automobilhersteller ist es, die Fahrzeuge leichter und damit umweltfreundlicher zu gestalten.
Bearbeitungsbeispiel Querlenker
1 / 4
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe
Geringe Zykluszeit
2 / 4
OptiMill-Titan-HPC
Vierschneidiger Schruppfräser
Polierte Spannut
Hitzebeständige Hochleistungsbeschichtung
Ungleiche Schneidenteilung (glatter Schnitt)
3 / 4
HPR Wechselkopfreibahle
Rundlauf- und Wechselgenauigkeit kleiner 3 μm
Einfaches Handling
Höchste Präzision und Produktivität
Innere Kühlmittelzufuhr für direkte Kühlung der Schneiden
Besonders wirtschaftlich (Wechselkopf)
4 / 4
NeoMill-Titan-2-Shell
Maximale Zerspanungsraten
Optimale Spanabfuhr
Hohe Laufruhe
Variables Kühlkonzept
Schneiden mit verschiedenen Eckenradien einsetzbar
Für die Medizintechnik ist Titan der nahezu perfekte Werkstoff, da er aufgrund seiner Biokompatibilität, also der Beständigkeit in einem biologischen Umfeld (antiallergisch), geringer Wärmeleitfähigkeit, dem antimagnetischen Verhalten an sich, umfassend Verwendung finden kann.
Bearbeitungsbeispiel Hüftgelenk
1 / 1
OptiMill-Tro-Titan
Hitzebeständige Hochleistungsbeschichtung
Speziell gestaltete Spannut für optimale Spanabfuhr
Wärmereduzierung in der Schnittzone
Bearbeitungsbeispiel Knochenplatte
1 / 2
OptiMill-Tro-Titan
Hitzebeständige Hochleistungsbeschichtung
Speziell gestaltete Spannut für optimale Spanabfuhr
Wärmereduzierung in der Schnittzone
2 / 2
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe