
01.09.2018
OptiMill-Uni-Wave
A milling cutter for all occasions
Larger cutting depths, better chip removal and a higher material removal rate – these were the goals that MAPAL experts set themselves in the development of the new OptiMill-Uni-Wave roughing milling cutter. The result: a universal milling cutter that is particularly cost-effective due to its innovative geometry and high cutting values.

Solid carbide milling cutters for groove milling, trochoidal milling or quick roughing are particularly in demand in the mould and die making as well as general mechanical engineering industries. In addition to process reliability, the main focus is on cost-effectiveness. In order to offer customers in this segment a milling cutter for universal use, which can be applied for the various milling operations and even for ramping up to 10°, MAPAL presented the OptiMill-Uni-Wave last year.
The OptiMill-UniWave can be used for many materials. “Above all, parts made of steel and stainless steel are machined with our milling cutter”, says Ulrich Krenzer, Managing Director of the MAPAL Centre of Competence for solid carbide tools.
The substrate used for the OptiMill-Uni-Wave is a carbide with particularly high ductility and high-temperature stability. A coating based on aluminium chromium nitride provides excellent
wear resistance and gives the tool extreme thermal shock stability.
wear resistance and gives the tool extreme thermal shock stability.

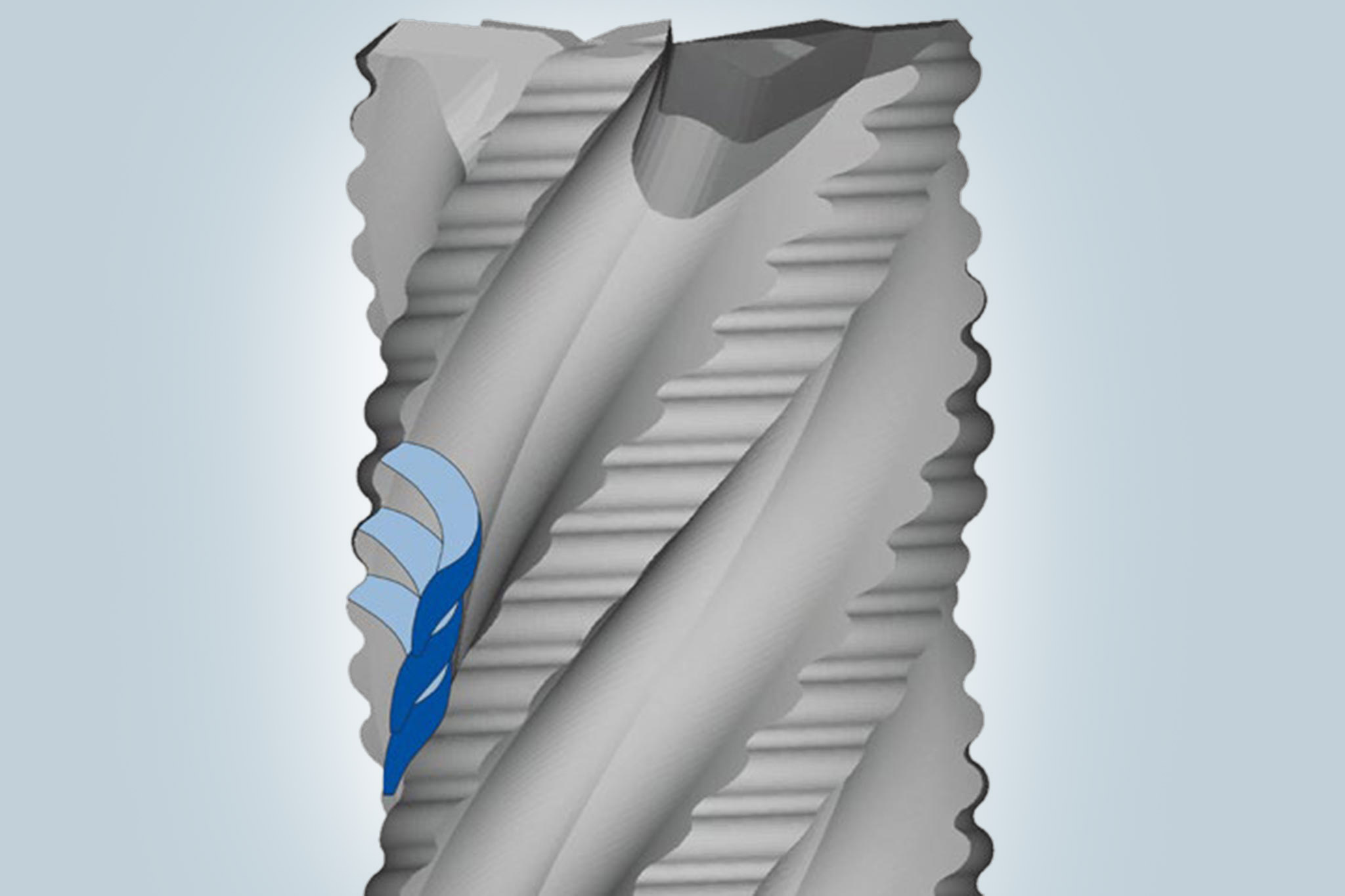
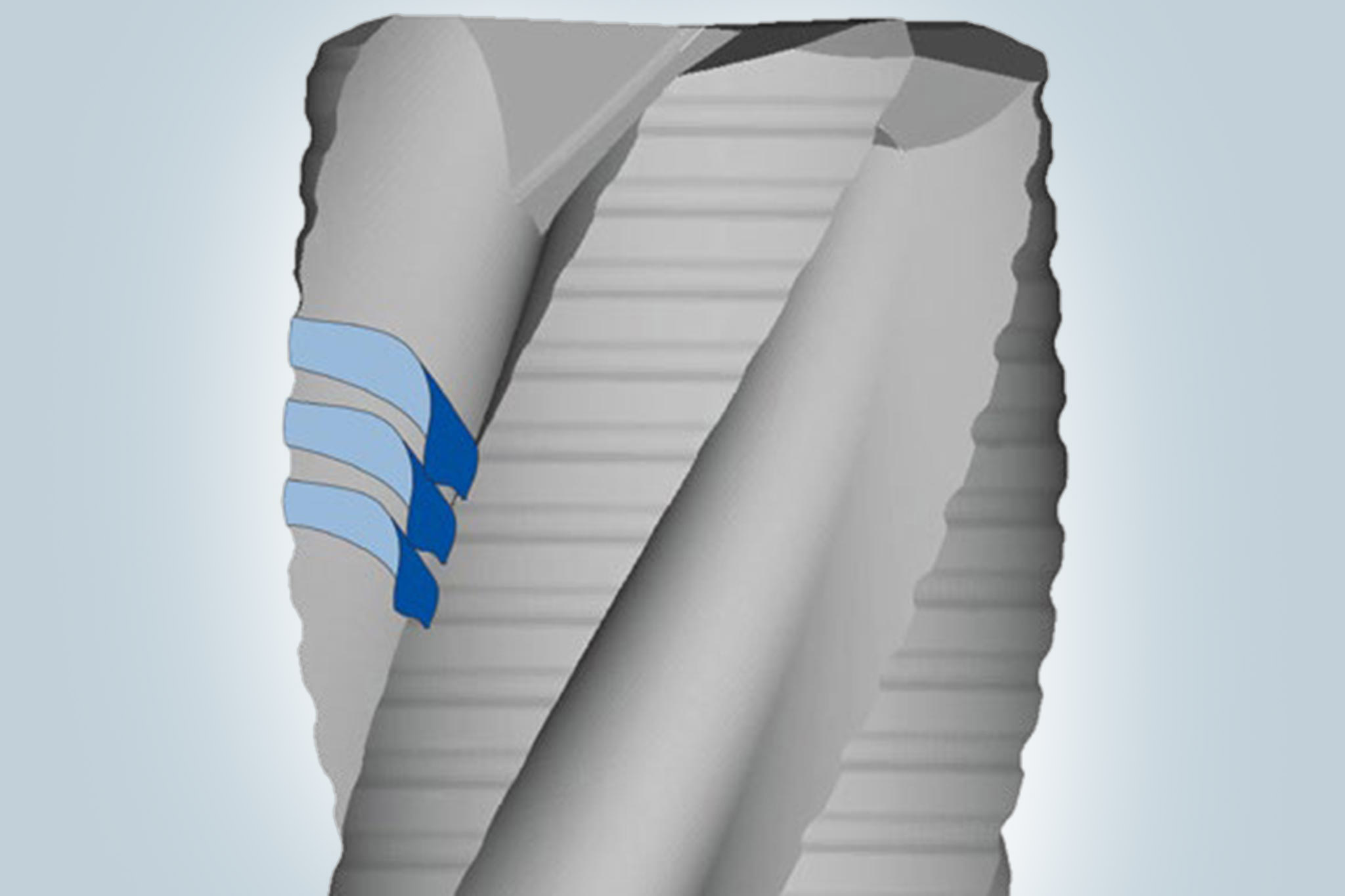
New geometry for optimum chip formation
“We have developed a new knurl roughing geometry that is optimally matched to the cutting
material,” explains Krenzer. This geometry ensures perfect chip formation. Short, tightly rolled chips are produced during machining, which are reliably removed. In addition, the new geometry distributes the cutting forces very favourably, which enables high feeds per tooth. The radial forces are reduced and higher axial forces are applied. The rounding of the cutting edges protects them against chipping and therefore are particularly resilient and stable. In addition, the groove profile has been further developed.
material,” explains Krenzer. This geometry ensures perfect chip formation. Short, tightly rolled chips are produced during machining, which are reliably removed. In addition, the new geometry distributes the cutting forces very favourably, which enables high feeds per tooth. The radial forces are reduced and higher axial forces are applied. The rounding of the cutting edges protects them against chipping and therefore are particularly resilient and stable. In addition, the groove profile has been further developed.
Ungleichheit für hohe Laufruhe
Doch damit nicht genug. „Wir haben die gesamte Geometrie unter die Lupe genommen“, präzisiert Krenzer. Sowohl die Ungleichteilung der Schneiden als auch die Ungleichsteigung des Werkzeugs sorgen für eine deutlich höhere Laufruhe. „Während der Bearbeitung mit dem neu gestalteten OptiMill-Uni-Wave haben wir im Vergleich mit anderen Schruppfräsern die Vibrationen deutlich verringert“, sagt der Geschäftsführer.
Die Ergebnisse in Zahlen:
- 30 Prozent besserer Standweg in Stahl*
- 37 Prozent höhere Vorschubgeschwindigkeit bei deutlich höheren Schnitttiefen (bis 2xD)*
- 15 Prozent geringere Spindelantriebsleistung aufgrund geringerer Schnittkräfte**
- 40 Prozent geringere Auszugskräfte**
Bei der Bearbeitung von Stahl (42CrMoS4) trägt der OptiMill-Uni-Wave beispielsweise bei einem Werkzeugdurchmesser von 12 mm mit einer Schnittgeschwindigkeit von 160 m/min und einem Vorschub pro Zahn von 0,045 mm eine Schnitttiefe von 24 mm (2xD) ab. Er erreicht ein Zeitspanvolumen von 864 cm3 pro Minute. Dabei garantiert der Einsatz der kompletten Schneidkantenlänge – gemeinsam mit den hohen Schnittwerten und Zerspanraten – höchste Wirtschaftlichkeit.
Nachschliff für maximale Wirtschaftlichkeit
Zerspaner können den OptiMill-Uni-Wave nachschleifen lassen. „Um das verwendete, kostenintensive Hartmetall bestmöglich zu nutzen, empfehlen wir, den Fräser ausschließlich beim Hersteller wiederaufbereiten zu lassen“, betont Krenzer. Denn um das volle Potenzial der Werkzeuge zu nutzen, sind das Nachschleifen und Wiederbeschichten in Herstellerqualität essenziell. Nur dann sind weiterhin prozesssichere und konstante Bearbeitungsergebnisse sowie eine Zerspanungsleistung von bis zu 100 Prozent im Vergleich zum neuen Werkzeug garantiert. Die Gefahr eines Werkzeugbruchs und damit die Gefahr von Schäden an Bauteil oder Maschine sind minimiert.



