
Scroll compressor
Scroll-Spiral EN AW-4032 (AlSi12,5) & EN-GJS-400-15
Initial situation at the customer

- Frequent customer complaints about fluctuations in component quality for machined thin-walled parts
- Pilot run status of scroll parts made of cast iron
Besonderheiten der Lösung
- Häufige Endkunden-Reklamationen durch schwankende Bauteilqualität beim Bearbeiten der dünnwandigen Bauteile
- Vorserienstatus der Scrollbauteile aus Gusseisen
Aluminium Scroll


Guss Scroll


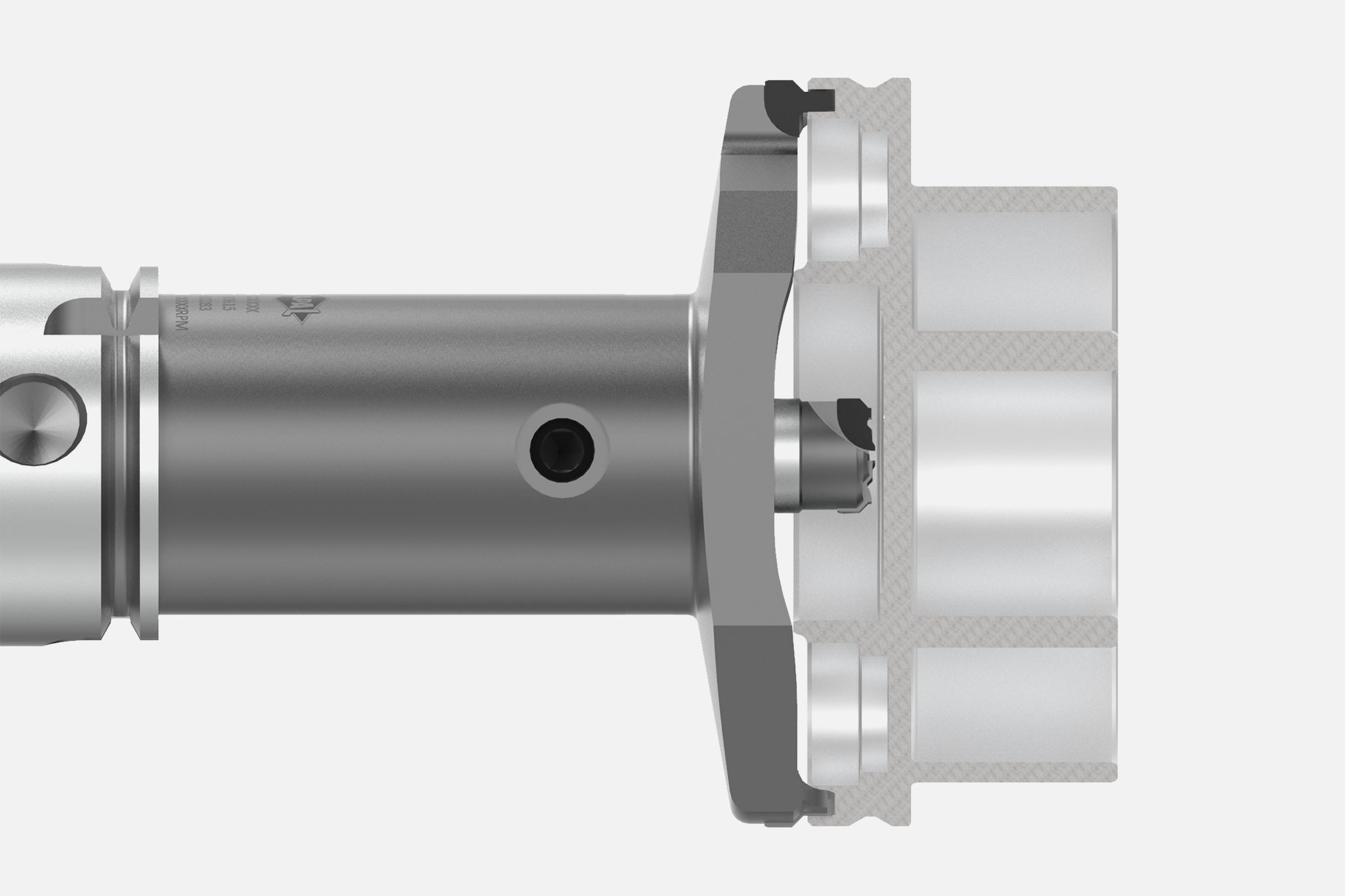
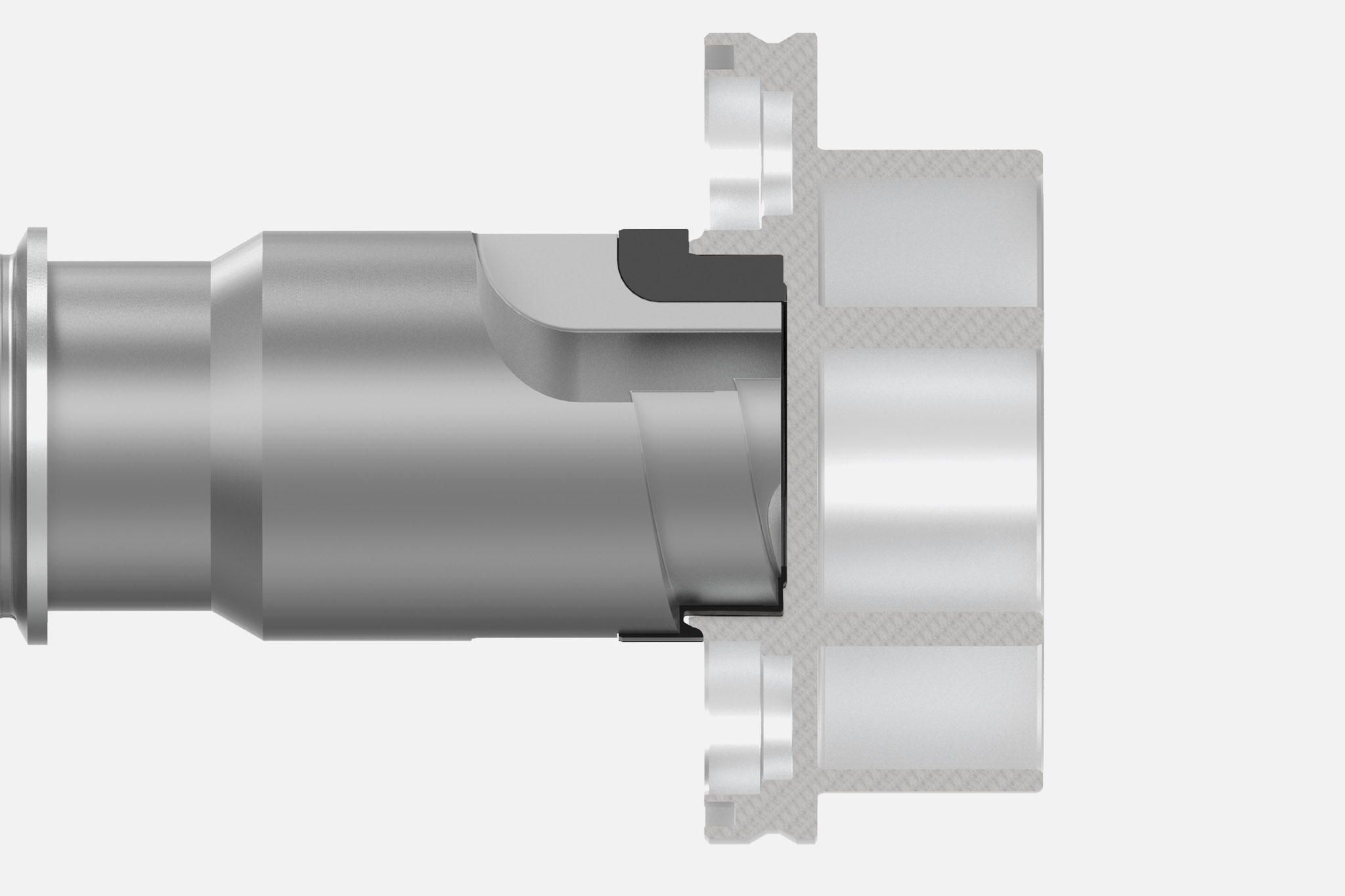
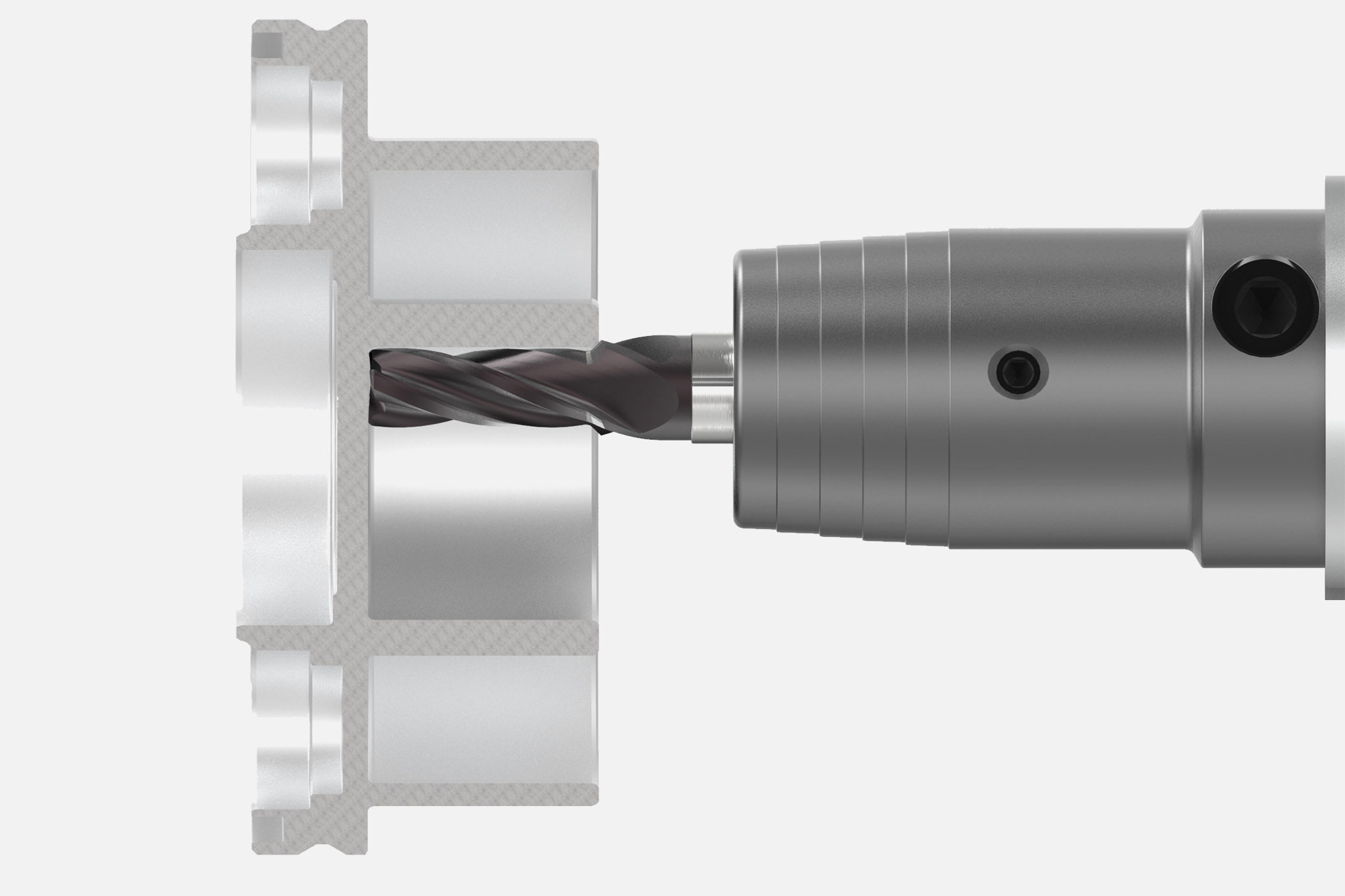
Processing steps on the scroll compressor

Advantages
- Thanks to consistent component quality, customer complaints are avoided and costs are reduced considerably
- Clear competitive advantage thanks to the cooperation with MAPAL and its years of experience and specialisation in motor vehicles
- Intense supervision of series production enables reliable end-to-end machining of aluminium and cast iron
