
21.04.2022
Edelstahl fräsen mit sechs Schneiden
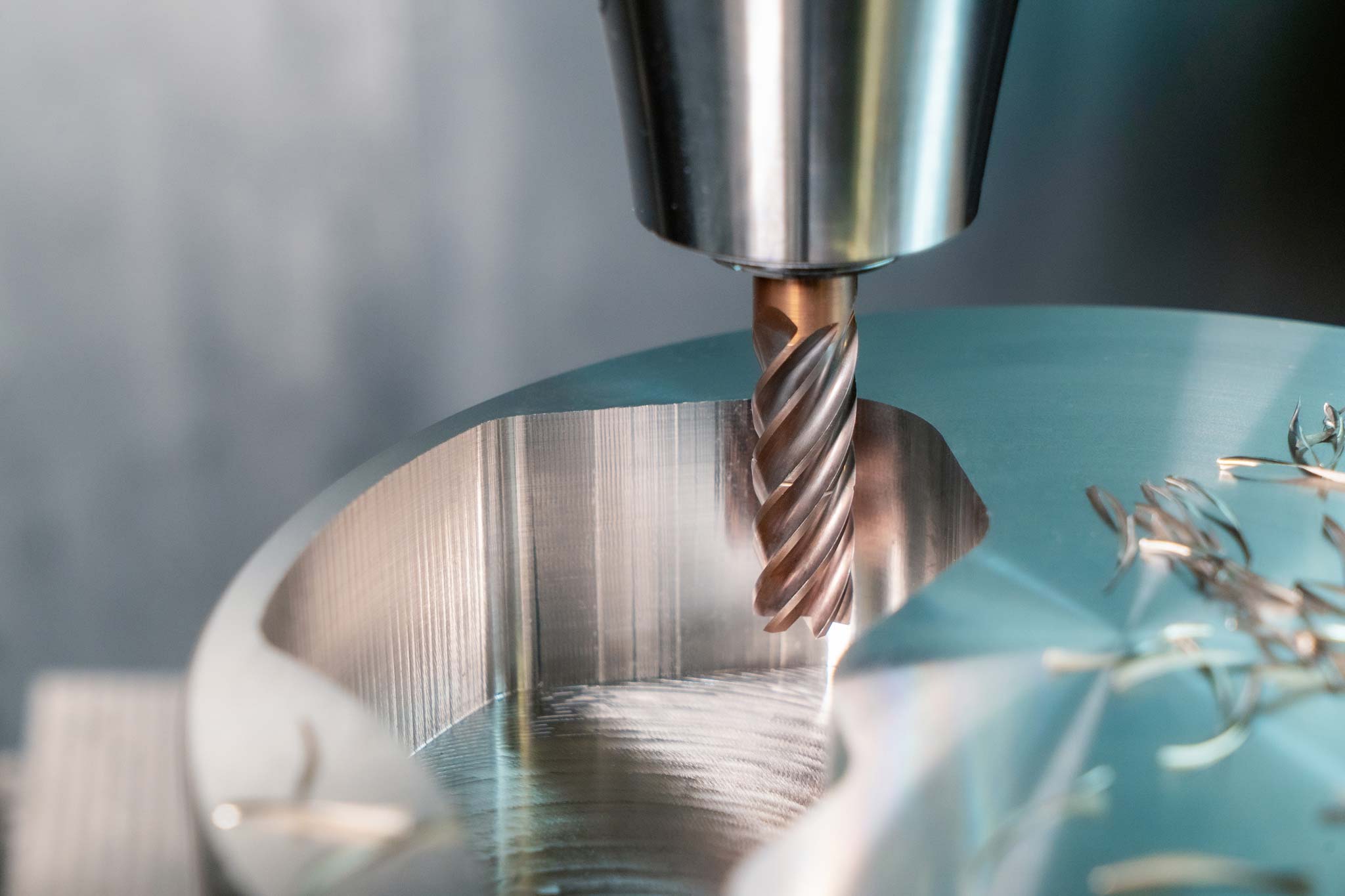
Der OptiMill-Tro-Inox von MAPAL
Mit seinem sechsschneidigen Vollhartmetall-Trochoidalfräser OptiMill-Tro-Inox zur Bearbeitung von rostfreiem Stahl (Inox) erreicht MAPAL im Vergleich zu marktbekannten Lösungen mit vier oder fünf Schneiden ein um 20 Prozent höheres Zeitspanvolumen und 30 Prozent längere Standwege.
Speziell in nichtrostenden, austenitischen Stählen wie den Werkstoffen 1.4571 oder 1.4462 konnte das Zeitspanvolumen gegenüber den bisherigen Werkzeuglösungen deutlich gesteigert werden. Der Standweg hat sich hier sogar verdoppelt. Die Zahl der Schneiden trägt zum Leistungsgewinn bei, ist aber längst nicht alles. Für den Erfolg spielen viele Faktoren eine Rolle. Den größten Schritt hat MAPAL mit dem Schneidstoff gemacht, einer Kombination aus einer neuen Hartmetallsorte und der passenden Beschichtung.
Das trochoidale Fräsen ist ein sehr dynamischer Zerspanprozess, der als Schruppbearbeitung eine extrem hohe Materialabtragsrate schafft, um schnell zu einem konturnahen Bauteil zu kommen. Der Fräser taucht dabei ständig ins Material ein und wieder aus. Das schafft besondere Anforderungen an die Schneidkante, die eine höhere Schlagzähigkeit braucht.
Zähes Hartmetall ist unempfindlicher
Speziell bei der Bearbeitung von Edelstahl und dynamischen Verfahren wie dem trochoidalen Fräsen ist ein zähes Hartmetall von Vorteil: Es weist eine geringere Bruch- und Stoßempfindlichkeit auf und bricht daher nicht so schnell aus. Verschleiß kann mit einem zäheren Werkzeugmaterial extrem verzögert werden. MAPAL erreicht diese höhere Schlagzähigkeit durch einen größeren Kobaltanteil im Hartmetall. Weitere Materialzusätze sorgen dafür, dass auch der neue Schneidstoff HP826 ähnliche Härteeigenschaften bekommt wie spröderes Hartmetall. Der Schneidstoff wurde speziell für Fräsanwendungen in den Werkstoffgruppen ISO M und S entwickelt. Auf Schläge oder Spanklemmer reagiert er nicht so empfindlich wie härtere Hartmetalle mit wenig Kobaltgehalt. Zusätzliche Bestandteile bringen zudem mit höherer Wärmeleitfähigkeit gewisse Vorteile in der Bearbeitung.
Das Ein- und Austauchen des Fräsers ins Material und wieder hinaus bewirkt jedes Mal ein Anheizen und Abkühlen des Werkzeugs. Ist dabei die Kühlung nicht optimal, kann das zu Standzeitproblemen führen. Entscheidend ist die Kühlsituation an der Schneide. MAPAL hat dafür verschiedene neue Beschichtungen getestet und eine optimale Lösung gefunden. So ist es gelungen, die Warmhärte nach oben zu bringen und die Thermoschockresistenz auszudehnen. Die kupferne Farbe des OptiMill-Tro-Inox lässt erkennen, dass die moderne Multilayer-Beschichtung Silizium enthält – ein probater Zusatz, um die Hitzeeinwirkung auf das Werkzeug zu verringern. Die neue Beschichtung macht den Vollhartmetallfräser resistenter und hält die Schneidkante länger stabil.
MAPAL vergleicht seinen Sechsschneider nicht nur mit anderen Lösungen auf dem Markt, sondern auch mit Fräsern aus dem eigenen Portfolio. Im Rahmen der OptiMill-Tro Familie hat der Werkzeughersteller in den vergangenen Jahren bereits Vollhartmetall-Trochoidalfräser mit fünf und mit sieben Schneiden vorgestellt. Diese beiden Werkzeuge grenzen sich vor allem über die Anwendungen voreinander ab. Der Siebenschneider eignet sich für kleinere Zustellungen, weil die Spanräume etwas enger sind. Mit sieben Zähnen ermöglicht er aber eine sehr schnelle Bearbeitung. Der Fünfschneider wird vorwiegend für hohe Schruppzustellungen eingesetzt.

Six instead of seven or five cutting edges
With the six-bladed tool, MAPAL has struck a balance. With it, the user can machine at a brisk pace, as it works well both during roughing and semi-finishing. The five-bladed tool is a well-established product for heavy machining that is very popular on the market. However, it has its limits with only five cutting edges. The seven-bladed tool offers high performance but is more of a specialist. MAPAL wants to replace it with the six-bladed tool, which is more versatile. The transition will be gradual as customers use the seven-bladed tool for established processes and are happy with the tool. MAPAL will give them the opportunity to convince themselves about the six-bladed tool’s performance in field tests. To enable a 1:1 replacement, MAPAL has kept the dimensions for the OptiMill-Tro-Inox. It is also available in the diameter range from 4 to 20 mm in designs from 2xD to 5xD.
The equation “more cutting edges = higher manufacturing efficiency” does not necessarily hold true. Additional tensile forces at the spindle in particular are a constraint which increases with each additional cutting edge, as is the decreasing chip spaces. High-temperature-resistant and tough workpiece material is hard on the chip flutes at high machining volumes and/or removal rates. This means that reliable chip removal and also process-reliable machining are more difficult with smaller chip spaces. Additionally, “smearing” the slot often results in premature tool breakage.
Through intense development and cutting-edge features, MAPAL enables process-reliable machining with a six-edge tool. As the seven-bladed tool was already a leader on the market because of its performance, MAPAL used this predecessor tool as the basis for improving design in the macro geometry of the six-edged successor. Machining inner contours was the weak point until now. When the tool does large wraps, for example when machining the corners of a pocket, the chips have nowhere to go and wind around the tool. A new chip breaker solves this problem. The chips are a lot shorter and can be removed a lot better. A new groove shape and optimised helix angle help here.
Due to the larger chip spaces, OptiMill-Tro-Inox has an increased side material removal rate (ae) than its seven-edge predecessor. In addition, the feed per tooth can be increased by ten to twelve per cent. These two features together compensate for any potential disadvantages posed by the lower number of cutting edges. It also takes the burden off machines that often reach their limit due to the dynamics of trochoidal milling processes.
Focus on maximum material removal rates

With its benchmarks for trochoidal milling, MAPAL focuses on maximum material removal rate. In tests, material removal rates are measured up to the end of tool life. Both the tool life and the cutting parameter are recorded. It was proven that six-bladed tools have higher material removal rates than the seven-bladed tools and thus make more efficient and economical machining possible. In addition, they can be more universally used with stainless steels than the seven-bladed tools, which in turn excel with special duplex steels. In tests with austenitic chrome-nickel-molybdenum steel 1.4571, the OptiMill-Tro-Inox with a diameter of 12 mm and a cutting depth of 5xD achieved a material removal rate of 0.108 l/min, which is 20 per cent more than a comparable product on the market that reached 0.09 l/min.
Another test showed how weak points come to the fore when powerful tools are pushed to their limits on very dynamic machines: Machining had to be halted almost immediately as the chip conveyor was unable to remove the chips quickly enough. MAPAL recommends its side lock chuck MillChuck, which keeps the tool from turning out of position and securely clamps it, so the tool adapter is not the weak link in the chain. As stainless steel usually has to be machined wet, another advantage is that the MillChuck brings the coolant directly to the machining surface through the chuck. The steady cooling counteracts thermo shock, increasing the tool life of the solid carbide tool.
Fields of application for the OptiMill-Tro-Inox can be found wherever stainless steel is machined in a highly productive manner. In addition to general machine engineering, this above all includes the food, pharmaceutical and medical technology industries.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


