
05.05.2025
Turnkey mit 78 passenden Tools
Zusammenarbeit der CHIRON Group und von MAPAL in den USA


Präsenz vor Ort ist wichtig
Wie der Maschinenbauer CHIRON Group, ist auch MAPAL in den USA vertreten und unterhält hier mit Port Huron (Michigan) und Fountain Inn (South Carolina) gleich zwei Produktionswerke. Der Werkzeughersteller und Technologiepartner mit Stammsitz in Aalen hat frühzeitig erkannt, dass Präsenz vor Ort erforderlich ist, um auf dem US-amerikanischen Markt zu bestehen. 1977 wurde hier die erste Tochtergesellschaft im Ausland gegründet.
Gestartet wurde in New Jersey mit der Wiederaufbereitung von Werkzeugen. Mit der Ausweitung des Geschäftsfelds auf den Automotive-Sektor in den darauffolgenden Jahren wuchs das Geschäft zusehends – schon bald wurde klar, dass der kleine Betrieb nicht ausreicht. Der nächste logische Schritt bestand darin, eine Fertigungsstätte in der Nähe der Automotive-Kunden aufzubauen. So eröffnete MAPAL 1995 den Produktionsstandort Port Huron mit Fokus auf der Herstellung und Instandsetzung hochpräziser Werkzeuge. Dazu gehören die MAPAL Reibahlen mit Führungsleistentechnologie. Die unmittelbare Nähe zur Metropole Detroit ermöglichte es, den Kunden schnellere Reaktionszeiten und enge technische Unterstützung zu bieten.

Durch die Bündelung von Fachwissen in den internationalen Kompetenzzentren baute MAPAL in den Folgejahren Know-how und Kompetenzen im Fertigungsbereich aus. 2019 eröffnete der Präzisionswerkzeughersteller im Süden des Landes ein zweites Werk. In Fountain Inn stehen heute nennenswerte Kapazitäten für Vertrieb, Service und Fertigung sowie ein hervorragend ausgestattetes Testzentrum für den Luft- und Raumfahrtbereich zur Verfügung. MAPAL Inc. fertigt an beiden Standorten mit den Technologien und Prozessen der weltweit einheitlichen Standards der MAPAL Gruppe VHM- und PKD-Werkzeuge, darunter Bohrer mit einem oder mehreren Durchmessern, Formfräser, Reibahlen und Werkzeuge für die Composite-Bearbeitung und bereitet diese auch wieder auf.
Die Zusammenarbeit zwischen der CHIRON Group und MAPAL in den USA währt nun fast schon so lange wie die Präsenz des Maschinenbauers auf dem amerikanischen Kontinent. Die CHIRON Group beliefert Kunden in der Automobilindustrie, aber auch die Branchen Aerospace und Medizintechnik sowie deren jeweilige Zulieferer. Als Erstausstatter der Maschinen entschied man sich regelmäßig für MAPAL. „Um unseren Kunden die besten Lösungen zu bieten, brauchen wir zuverlässige Partner, und MAPAL hat diese Anforderung wiederholt unter Beweis gestellt“, sagt Jesus Flores, Lead Project Engineer bei der CHIRON Group in Charlotte.
Anspruchsvolles Bauteil
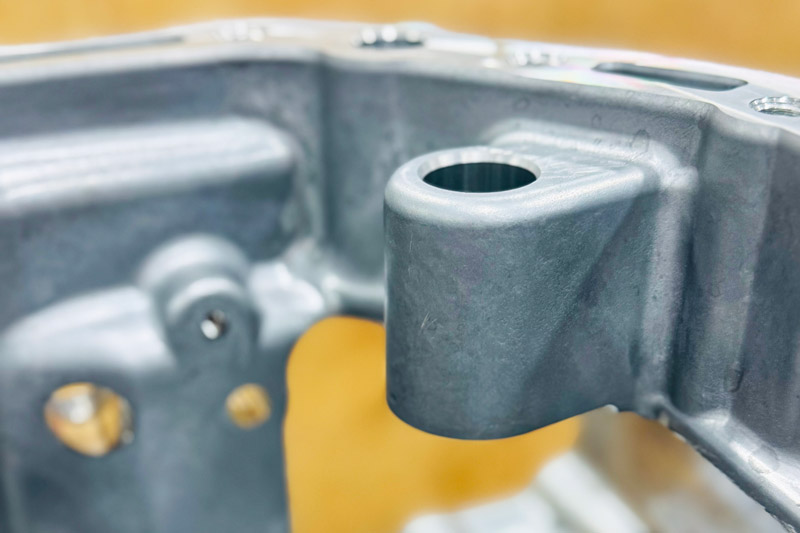
Auch beim jüngsten Projekt, einer Turnkey-Maschine für einen Truck-Hersteller, kommen sämtliche eingesetzten Werkzeuge sowie die Prozessauslegung von MAPAL. Bei dem zu produzierenden Bauteil handelt es sich um ein vorderes Getriebegehäuse für einen großen LKW-Dieselmotor. Um einen reibungslosen Start zu gewährleisten, unterstützte MAPAL den Kunden vor Ort in der Anlaufphase und beschleunigte die Bereitstellung optimierter Werkzeuge, sodass das Projekt vom ersten Tag an nach Plan lief.
Das hochkomplexe Bauteil mit zahlreichen Bohrungen und komplizierten Formen wird aus Druckgussaluminium A380 gefertigt. Der Endkunde plant, davon 120.000 Stück pro Jahr zu fertigen. Bei einer voraussichtlichen Produktionslaufzeit von sechs bis acht Jahren könnte die Gesamtstückzahl an eine Million Teile herankommen, bevor eventuell eine Designmodifikation ansteht.

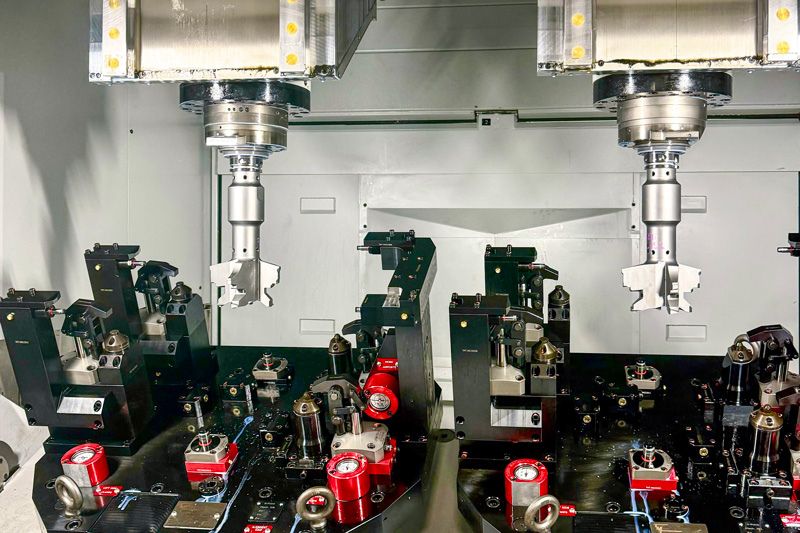
Efficient manufacturing is key to produce the required production volume of transmission housings. The double-spindle machining centre DZ 25 P five axis has been selected for this task, which CHIRON Group has developed especially for the productive machining of components with large volumes. Its rigid structure allows for high axis acceleration and rapid traverse speeds, ensuring dynamic and precise machining.
In the spacious working area, the machine can process two 600 x 600 x 450 mm components simultaneously. In the first step, the workpiece is clamped in its delivered state in order to perform pre-machining, which helps release internal stresses within the component. At the same time, machining with midrange tolerance requirements takes place. The precision machining of fitting bores and surfaces relative to reference points happens in a subsequent clamping step.
Two-thirds custom tools
The tools supplied by MAPAL play a key role. 78 tools have been provided, with two-thirds being custom-made and precisely designed to the corresponding machining step with special geometries and dimensions. In many cases, the complexity of the tools is a direct result of the component design or the selected machining strategy. Among them, 33 of the tools are PCD tools, while the remaining 45 use carbide cutting edges.
Whenever possible, multiple machining steps have been combined into a single tool, allowing the machining of various diameters in one operation. “Cycle times are reduced with these custom tools”, explains Jesus Flores. “In this way, we save multiple tool changes every time, which improves both the machining times and precision.” Besides speed, the components require a high level of precision and quality that surpass typical automotive industry standards.

Proaktiver Support



Contact
Mathias Ostertag Public Relations mathias.ostertag@mapal.com Phone: +49 7361 585 3566


